12
Per tornare all'elenco precedente, selezionare e confer-
mare il settore tornare alla schermata precedente
Per tornare alla schermata principale premere la mano-
pola B per un tempo lungo (> 0,7 sec.)
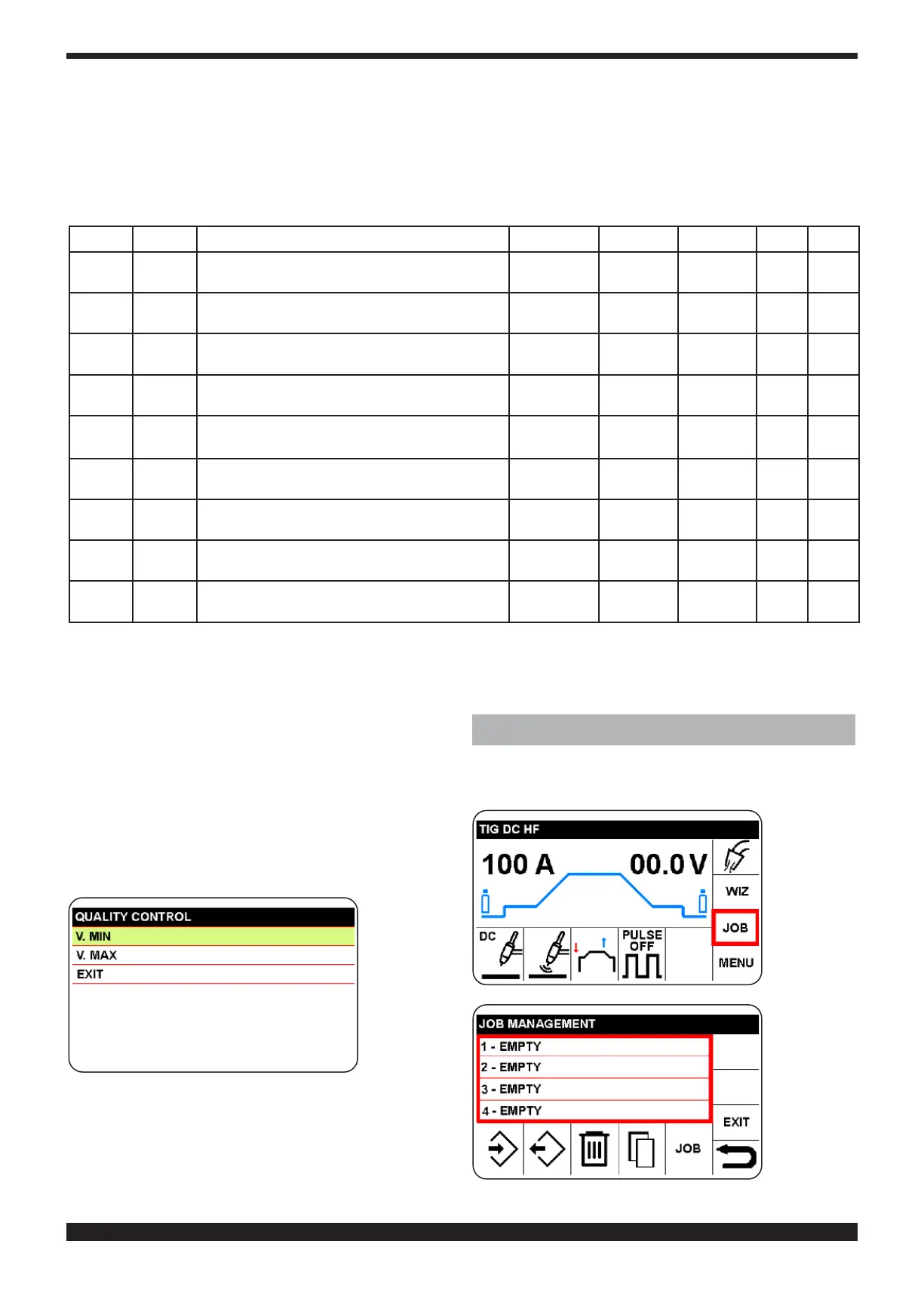
9.5 CONTROLLO QUALITÀ
Questa funzione consente di controlare che la tensione
d'arco rimanga compresa tra i valori prestabiliti
Selezionare
la tensione
minima
(MIN) o
massima
(MAX.) quin-
di confer-
mare la
scelta per
impostare il
valore di in-
tervento.
OFF corrisponde alla funzione disabilitata. Se, durante la
saldatura, viene rilevata una tensione fuori dai valori im-
postati, si accende lampegggiante la scritta CONTROL-
LO QUALITA'. Premere la manopola B per ritornare alla
schermata di saldatura.
10 PROGRAMMI MEMORIZZATI (SETTORE L JOB)
All'interno del settore JOB è possibile memorizare un
punto di saldatura e i suoi parametri (processo, accen-
sione, modo ecc.) così che il saldatore possa ritrovarli.
Selezionare
e conferma-
re il settore
JOB.
Descrizione Min DEF Max U.M.
Ris.
H00
IH1 Ampiezza prima corrente di hot-start (ac-
censione con HF)
0 120 220 A 1
H01
IH2 Ampiezza seconda corrente di hot-start (ac-
censione con HF)
5 40 220 A 1
H02
tH2 Durata seconda corrente di hot-start (accen-
sione con HF)
0 7 250 ms 1
H03
SLO Pendenza raccordo hotstart con prima cor-
rente di saldatura
1 50 100 ms 1
H04
IL1 Ampiezza corrente di hot-start (accensione
striscio/lift)
5 25 100 A 1
H05
tL1 Durata corrente di hot-start (accensione stri-
scio/lift)
0 150 200 ms 1
H06
LOC Blocco impostazione pannello (libero, totale,
parziale)
PARZIALE LIBERO TOTALE - -
H08
UDJ Gestione UP/DOWN nei JOB (OFF=non atti-
vata, 1=senza roll, 2=con roll)
1 OFF 2 - 1
H09
LIM Estensione range livelli di corrente no al
400%
100 100 400 % -
Conquestometodosipossonoselezionare,modicare
e confermare tutti i parametri di saldatura che si presen-
tano in successione e che sono riassunti nella seguente
tabella.
 Loading...
Loading...








