16
• Impostare i parametri di saldatura come descritto nel
capitolo 4.2
• Non toccare parti sotto tensione e i morsetti di uscita
quando l'apparecchio è alimentato.
• Ilussodigasinertedeveessereregolatoadunvalore
(in litri al minuto) di circa 6 volte il diametro dell'elettrodo.
• Se si usano accessori tipo il gas-lens la portata di gas
può essere ridotta a circa 3 volte il diametro dell'elettro-
do.
• Il diametro dell'ugello ceramico deve avere un diametro
da 4 a 6 volte il diametro dell'elettrodo.
Normalmente il gas più usato è l'ARGON perché ha un
costo minore rispetto agli altri gas inerti, ma possono es-
sere usate anche miscele di ARGON con un massimo del
2% IDROGENO per la saldatura dell'acciaio inossidabile
e ELIO o miscele di ARGON-ELIO per la saldatura del
rame.
Queste miscele aumentano il calore dell'arco in saldatura
ma sono molto più costose. Se si usa gas ELIO aumen-
tarelitrialminutonoa10volteildiametrodell'elettrodo
(Es. diametro 1,6 x10= 16 lt/min di Elio). Usare vetri di
protezioneD.I.N.10noa75AeD.I.N.11da75Ainpoi.
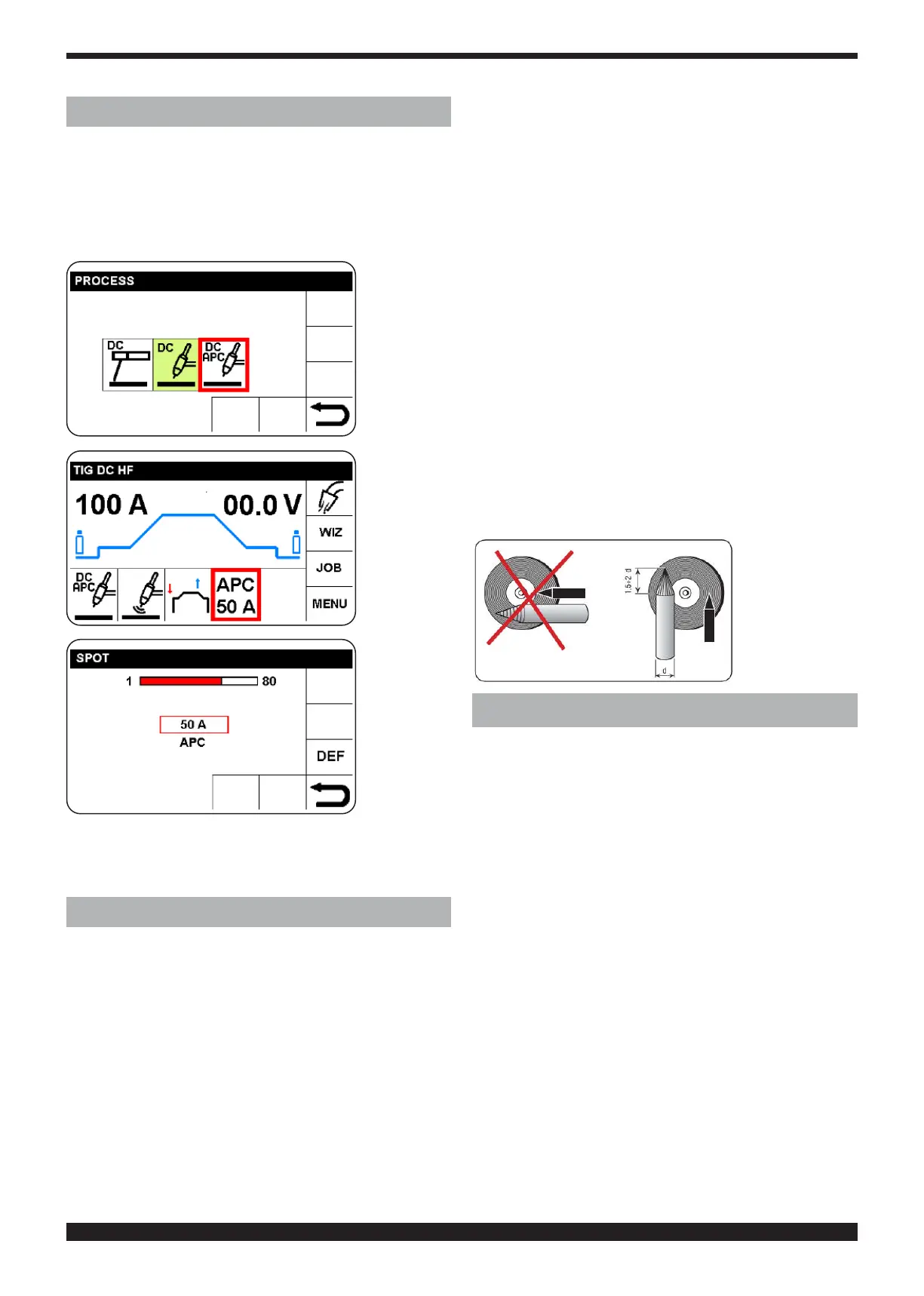
16.1 PREPARAZIONE DELL'ELETTRODO
17 COMANDI A DISTANZA
Per la regolazione della corrente di saldatura a questa
saldatrice possono essere connessi i seguenti comandi
a distanza:
Art.1260 Torcia TIG solo pulsante.(raffreddamento ad
aria).
Art.1256 Torcia TIG solo pulsante.(raffreddamento ad ac-
qua).
Art.1262 Torcia TIG UP/DOWN.(raffreddamento ad aria)
Art.1258 Torcia TIG UP/DOWN.(raffreddamento ad ac-
qua)
Art. 193 Comando a pedale (usato in saldatura TIG)
Art 1192+Art 187 (usato in saldatura MMA)
Art. 1180 Connessione per collegare contemporanea-
mente la torcia e il comando a pedale. Con questo ac-
cessorio l’Art. 193 può essere utilizzato in qualsiasi modo
di saldatura TIG.
I comandi che includono un potenziometro regolano la
correntedisaldaturadalminimonoallamassimacor-
rente impostata sul generatore.
I comandi con logica UP/DOWN regolano dal minimo al
massimo la corrente di saldatura.
15. TIG DC APC (ACTIV POWER CONTROL)
Questa funzione agisce in modo che quando si riduce la
lunghezza d’arco avvenga un aumento di corrente e vice-
versa; quindi l’operatore controlla l’apporto termico e la
penetrazione con il solo movimento della torcia.
L’ampiezza della variazione di corrente per unità di ten-
sione è regolabile tramite il parametro APC
Selezionare
e conferma-
re il proces-
so di salda-
tura APC.
(vedi cap. 5)
Selezionare
e conferma-
re la regola-
zione della
corrente
APC
Impostare e
Confermare
l'ampiezza
della varia-
zione della
corrente.
Per tornare alla schermata principale premere la mano-
pola B per un tempo lungo (> 0,7 sec.)
16. TIG DC
Questa saldatrice è idonea a saldare con procedimento
TIG l'acciaio inossidabile, il ferro, il rame.
Collegare il connettore del cavo di massa al polo positivo
(+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
• Collegare il connettore di potenza della torcia TIG al
polo negativo (-) della saldatrice.
• Collegare il connettore di comando della torcia al con-
nettore F della saldatrice.
• Collegare il raccordo del tubo gas della torcia al rac-
cordo E della macchina ed il tubo gas proveniente dal
riduttore di pressione della bombola al raccordo gas H.
• Accendere la macchina.
 Loading...
Loading...








