8
I processi disponibili sono i seguenti:
Saldatura MMA con elettrodo rivestito (vedi capi-
tolo 13)
Saldatura TIG DC (vedi capitolo 17)
Saldatura TIG DC APC (Activ Power Control, vedi
capitolo 16)
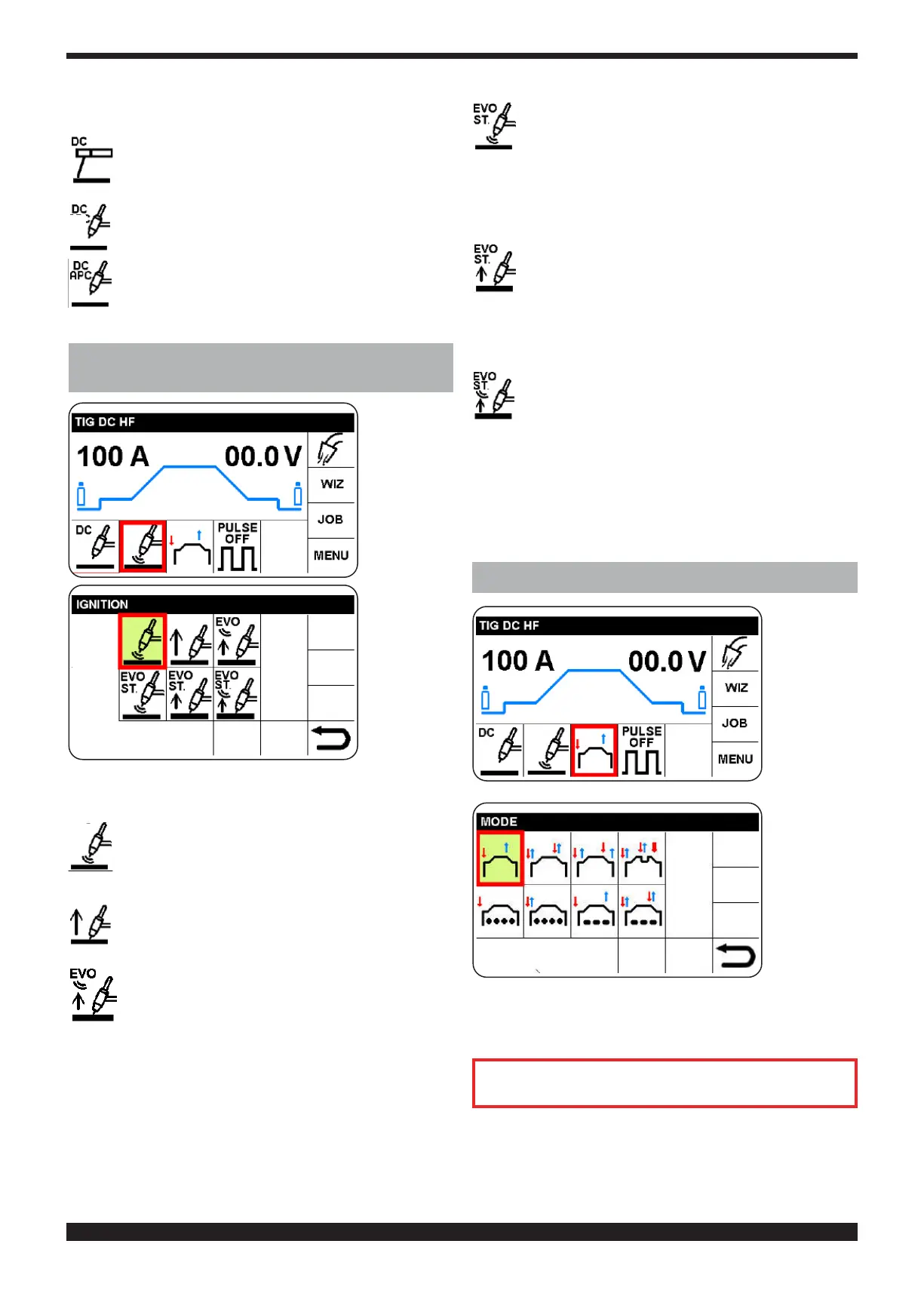
6 SCELTA DEL TIPO DI ACCENSIONE DELL’ARCO
(SETTORE P)
Selezionare
e conferma-
re il settore
P relativo
all'accensio-
ne dell'arco.
Selezionare
e conferma-
re il tipo di
accensione.
N.B. la ca-
sella dell’ac-
censione in
uso è evi-
denziata in-
verde.
Conquestometodosipossonoselezionare,modicaree
confermare tutti i tipi di accensione di seguito riassunti.
Accensione con alta frequenza (HF), l’accensione
dell’arco avviene tramite una scarica di alta fre-
quenza/tensione.
Accensione a contatto, toccare il pezzo da lavo-
rare con la punta dell’elettrodo, premere il pul-
sante torcia e sollevare la punta dell’elettrodo
.
EVO LIFT Toccare il pezzo da lavorare con la
punta dell’elettrodo, premere il pulsante torcia e
sollevare la punta dell’elettrodo; appena l’elettro-
do si solleva si genera una scarica di alta frequenza/ten-
sione che accende l’arco. Particolarmente adatto alla
puntatura di precisione.
EVO START Dopo la scarica di alta frequenza/
tensione, che accende l’arco, sono impostati dei
parametri che favoriscono l’unione dei lembi del
materiale da saldare nella prima fase di saldatura.
La durata dei suddetti parametri è regolabile dalla scher-
mata principale selezionando il parametro EVO ST. (vedi
cap. 15).
Dopo avere acceso l’arco a contatto sono impo-
stati dei parametri che favoriscono l’unione dei
lembi del materiale nella prima fase di saldatura.
La durata dei suddetti parametri è regolabile dal-
la schermata principale selezionando il parametro EVO
ST (vedi cap. 15).
.
Toccare il pezzo da lavorare con la punta dell’e-
lettrodo, premere il pulsante torcia e solleva-
re la punta dell’elettrodo. Appena l’elettrodo si
solleva si genera una scarica di alta frequenza/
tensione che accende l’arco, inoltree sono impostati dei
parametri che favoriscono l’unione dei lembi del materia-
le nella prima fase di saldatura.
La durata dei suddetti parametri è regolabile dalla scher-
mata principale selezionando il parametro EVO ST (vedi
cap. 15).
7 SCELTA DEL MODO DI PARTENZA (SETTORE O)
Scegliere e
e conferma-
re il settore
O relativo ai
modi di par-
tenza
Scegliere e
confermare
il modo di
partenza.
.
Conquestometodosipossonoselezionare,modicare
e confermare tutti i modi di partenza di seguito riassunti.
N.B.
Le frecce rosse indicano il movimento della pres-
sione o rilascio del pulsante torcia.