19
Please use a 12G needle.
请选择12G喷嘴。
M600M600
第九步:切片软件设置
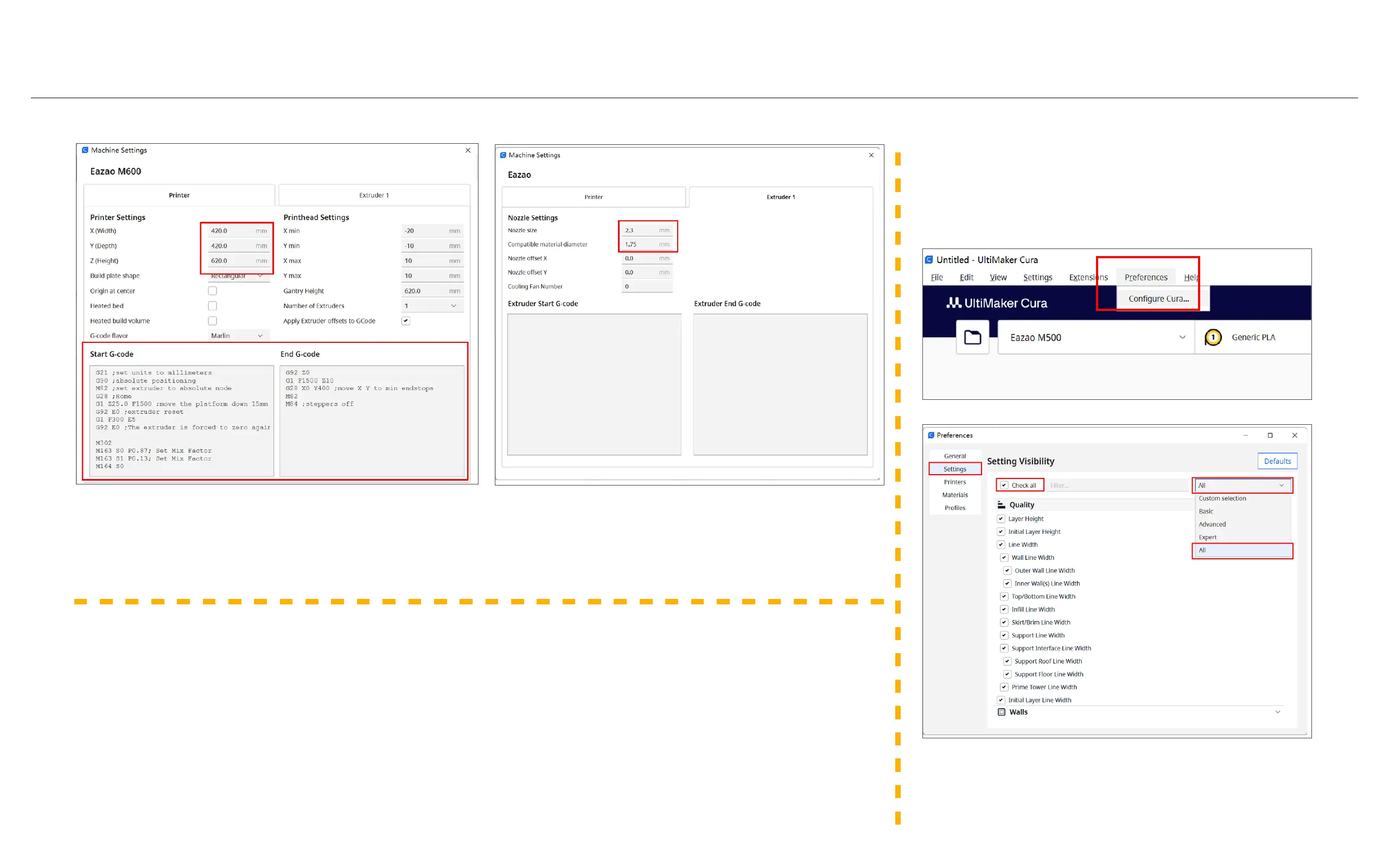
Step 9 - Slicing Software Settings
Start G-code
G21 ;set units to millimeters
G90 ;absolute positioning
M82 ;set extruder to absolute mode
G28 ;Home
G1 Z25.0 F1500 ;move the platform down 15mm
G92 E0 ;extruder reset
G1 F300 E5
G92 E0 ;The extruder is forced to zero again
M302
M163 S0 P0.87; Set Mix Factor
M163 S1 P0.13; Set Mix Factor
M164 S0
End G-code:
G92 Z0
G1 F1500 Z10
G28 X0 Y400 ;move X Y to min endstops
M82
M84 ;steppers off
Set the printer and extruder parameters as shown in the gure, the conguration of Start G-code and End G-code
can copy the text below.
如图所示设置打印机和挤出机参数,Start G-code和End G-code的配置可以复制下方文本。
Refer to the gure to congure the visibility of the
slicing software settings.
参照如图,配置切片软件设置可见性。
 Loading...
Loading...