- 15 -
hfb6d1ea
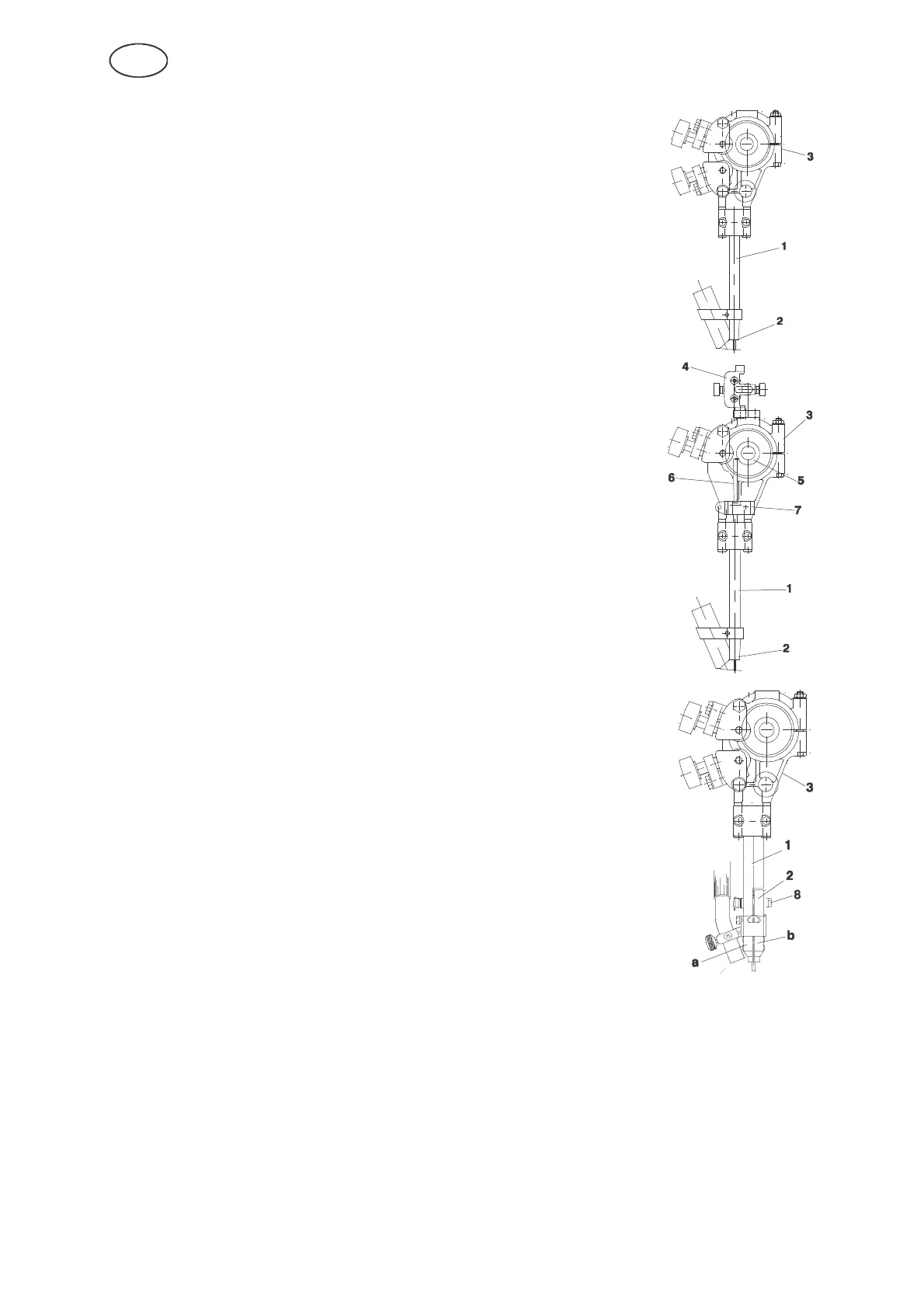
Contact equipment for submerged-arc welding
For single wire 3.0 - 4.0 mm. Light duty (D20)
Use the straightener (3), connector (1) D20 with contact tip (2)
(M12 thread).
Tighten the contact tip (2) with a key in order to ensure
that a good contact is achieved.
For single wire 1.6 - 2.5 mm Submerged-arc.
Light duty (D20)
Use the straightener (3), connector (1) D20 with contact
tip (2) (M12 thread) and separate fine wire straightener (4)
with guide tube (6).
Fit the clamp (7) with guide tube (6) in the M12 hole on
the straightener (3). The guide tube (6) should bottom
on the contact tip (2).
If necessary, cut the guide tube (6) to length so that the
feed roller (5) runs freely.
Fit the fine wire straightener (4) on the upper side of the
clamp for the straightener (3).
For single wire 3.0 - 6.0 mm. Heavy duty (D35)
Use the straightener (3), connector (1) D35 with contact
jaws (2).
Fit one of the contact jaws with the M5 bolts provided, in
the fixed contact tip (a).
Fit the other contact jaw in the free half of the two-piece
connector (b) under the bolt (8) and tighten down hard to
ensure that a good contact is achieved between the
contact jaws and the wire.
For flux-cored wire 1.6 mm - 4.0 mm (D20 and D35) (Accessories)
If contact jaws (D35) are used, the contact jaws must not be tightened too hard
in order that the flux-cored wire is not deformed. Ensure that good contact is
achieved with the wire.
Adjustment of the wire for tandem welding
The distance between the first and second wire must not be so great that the
slag gets time to solidify between the wires.
Ensure that good flux coverage is achieved between the first and second
wires.
GB