3. Refacing and Lapping
7
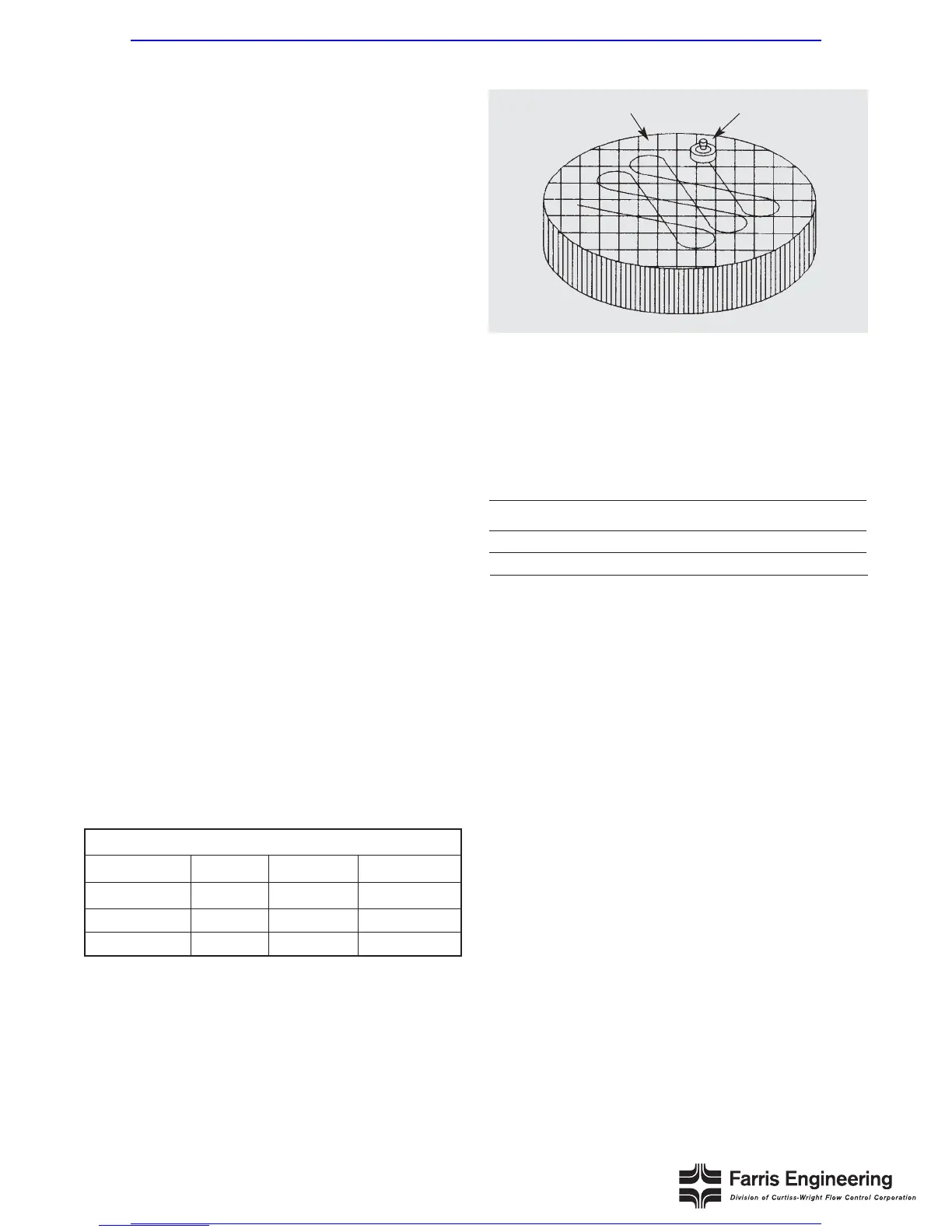
Figure 1.7
Table 1 Farris Lapping Compounds
Lapping Plate
Part
Body Refacing
(when necessary)
1. True up body by means of an indicator, ensuring
that body bore and outside diameter are concentric
with each other within 0.002” full indicator reading.
2. Machine a light cut across the seat until damaged
areas are removed. The seat should be machined
to the smoothest possible finish. Rigidity of the
cutting tool is critical.
3. Relap to a mirror finish.
4. Discard and replace the body when the minimum
requirement on dimension B, listed in Appendix A,
is not met.
5. Bodies on O-ring seat valves do not require
refacing. Contact surfaces should be cleaned of
any dirt or scale and lightly lapped.
Disc Relapping
(metal and Teflon discs)
1. The disc should not be refaced, only relapped.
2. Discard and replace the disc when disc thickness
becomes less than dimension A, listed in Appendix
A.
Lapping Compounds
The three grades of Farris Lapping Compounds are
prepared especially for the requirements of pressure
relief valves. These are the only compounds recom-
mended for achieving extreme valve tightness.
Lapping Procedures
(manual)
1. Use a cast iron lapping block or Pyrex lapping glass
which is known to have a perfectly flat face.
Pyrex Lapping Plates
Part No. Material Code Size Thickness
7688 164 1 1/2” 1/4”
7689 164 2 1/4” 3/8”
2. Select the appropriate lapping compound. When
lapping the disc, operate with a light figure eight
motion over entire block surface for complete
contact. See Figure 1.7. With this motion, the
complete surface of the part will be evenly lapped
and you will avoid wearing a groove in the block.
3. Lap disc until all blemishes and score marks have
been removed. As you execute the figure eight
motion, frequently lift disc away from the block to
get a fresh bite on the compound. Most important,
do not contaminate compounds with dirt. Keep the
lid on the lapping compound when not in use.
Use only clean applicators to transfer the lapping
compound from jar to lapping glass. Store lapping
blocks and lapping glass in clean, dust-free area.
4. Follow the same procedure for lapping body seat.
Place the body on a table and a lapping block on
the body. Be sure that lapping block does not tip
over the side of the body (this would cause round-
ing of the edges). Use a light, rapid figure eight
stroke, lifting the block from the body occasionally.
5. Carefully clean compound from all parts. Failure to
do this may foul seat and disc surfaces. When
reinstalling parts in the valve and assembling disc
in the guide, be careful not to scratch either surface.
6. Clean the lapping glass.
FARRIS LAPPING COMPOUNDS
PART NO. GRADE FINISH SIZE
18632X1(055) 3F Roughing 1/2-oz. tube
18633X1(075) 38-500 Medium 1/2-oz. tube
18634X1(105) 38-1200 Final 1/2-oz. tube