41S_Rev01
Basic Operation
Arc Calibration
Atmospheric conditions such as temperature, humidity, and pressure are constantly
changing, which creates variability in the arc temperature. This splicer is equipped with a
temperature sensor that is used in a constant feedback monitoring control system to
regulate the arc power to a constant level. Changes in arc power due to electrode wear and
glass adhesion cannot be corrected automatically. Also, the center position of arc discharge
sometimes shifts to the left or right. In this case, the fiber splicing position has to be shifted
in relation to the arc discharge center. It is necessary to perform an arc power calibration to
eliminate both of these issues.
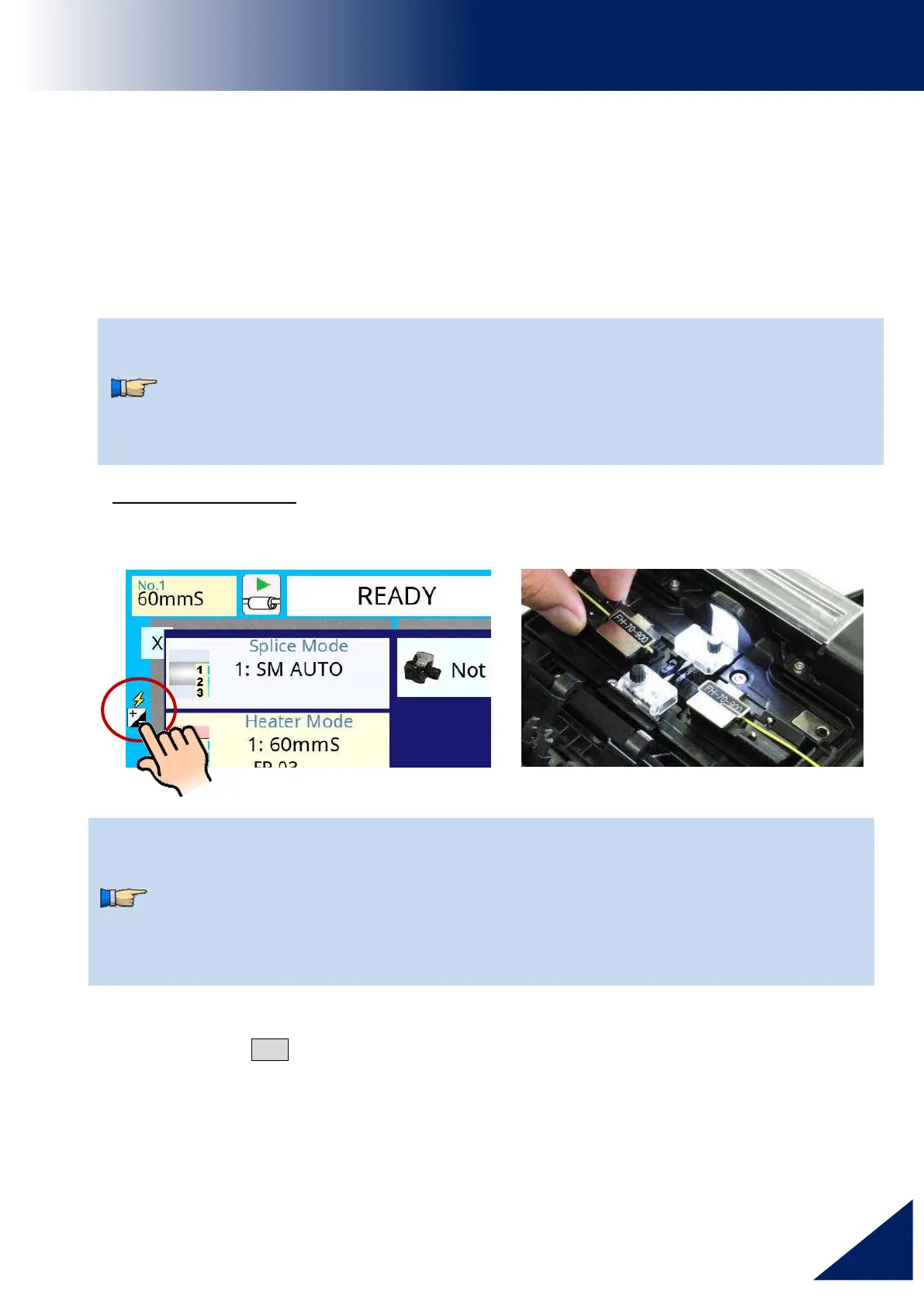
Operation procedure
1. Select the Arc Calibration icon in the [READY] screen.
2. Load prepared fibers into the splicer.
3. Press SET key to initiate the ARC Calibration.
4. A message appears after Arc Calibration. Please check it and take the appropriate
action displayed with the message.
Arc calibration is performed automatically using [AUTO] mode only, so arc
calibration does not have to be performed when splicing in this mode.
Execute [Arc calibration] before using non-auto mode.
When performing the [Arc Calibration] function, change the arc power “factor”
value. The factor value is used in the algorithm program for all splicing. The
arc power value will not change in the splice modes.
Use standard SMF ITU-T G652 fiber for Arc Calibration.
Use well prepared fibers for arc calibration. Dust on the fiber surface affects
arc calibration.
Cleave angle threshold does not link to the parameter "Cleave Limit" in
splicing modes. Cleave angle threshold is independently set for arc
calibration. See section [Maintenance Settings] to change cleave angle
threshold.

 Loading...
Loading...
