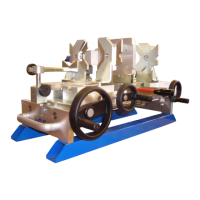
The SG 125 is a socket fusion machine designed for the fusion of thermoplastic components, specifically plastic pipes, fittings, and valves within a dimension range of d 16–125 mm. It is manufactured by Georg Fischer Omicron S.r.l. and is intended for use by trained personnel who have read and understood the complete instruction manual.
Function Description:
The primary function of the SG 125 is to create homogeneous fusion joints in plastic piping systems. This is achieved by heating the pipe ends and fitting sockets to fusion temperature using a heating element with heating spigots and bushes. The heated parts are then fused together by overlapping, without the need for additional materials. The machine ensures that a fusion pressure is built up during the joining phase, leading to a strong and uniform connection. The calibrated pipe ends, heating tools, and fitting sockets are precisely coordinated in size to facilitate this process.
Important Technical Specifications:
- Machine Type: SG 125 Plastic socket fusion machine
- Weight of Standard Equipment: 52 kg
- Heating Element Power:
- 230V: 1500 W; 6.5 A
- 115V: 1500 W; 13 A
- Temperature Accuracy: ± 4 °C
- Heater Temperature (recommended): 260 °C ± 10 °C (for PE, PP, and PVDF)
- Dimension Range: d 16–125 mm
- Clamping Jaw Dimension Ranges: 16/20-26, 26-38, 38-54, 54-82, 82-134
Usage Features:
The SG 125 is designed for ease of use and precision.
- Design: It features a compact, sturdy, and distortion-free machine bed.
- Movement: A handwheel allows for moving the machine slide via a rack, bringing components together for fusion.
- Clamping: Universal, left and right prismatic clamping units with clamping devices and jaws are provided for securing both the pipe and the fitting. An additional handwheel is used for clamping the fitting on the right slide. V-shaped pipe supports (d 20–125 mm) offer additional support.
- Positioning: Stop screws (for heat soak phase) and a positioning ring/stop with graduation (for joining phase) ensure correct alignment of the pipe and fitting. A back stop (12) further aids in supporting the fitting.
- Heating Element: The heating element is equipped with electronic temperature control (or thermostatic control) for high accuracy. A swivel handle (13) allows for manual swiveling of the heating element. Control lights indicate the heating status (red and green lights on during heating, red light blinks when fusion temperature is reached for electronic heater; green light goes out for thermostatic heater).
- Preparations:
- Appropriate heating spigots and bushes must be mounted and kept clean and undamaged.
- The correct fusion temperature is set using a temperature control dial.
- Pipe ends must be calibrated using manual pipe peeling tools, with specific peeling lengths and diameters provided in a table for various pipe dimensions.
- Components to be fused should be secured with a back stop to prevent axial movement. For long pipe sections, optional universal outer prismatic clamping units (14) are advisable.
- Fusion Process:
- The positioning ring/stop is adjusted to the appropriate pipe dimension.
- The V-shaped pipe supports are positioned at the correct height.
- The stop for pipe/fitting (9) is swiveled in.
- The pipe is placed on the left slide and secured loosely, then slid to the stop and clamped. The fitting is similarly clamped on the right slide, supported by the back stop.
- The machine slide is opened, the stop for pipe/fitting is swiveled down.
- Prior to each fusion, heating spigots and bushes, as well as calibrated pipe and fitting, must be cleaned with lint-free paper and grease-free cleaner.
- The heater is swiveled in once the fusion temperature is reached and waiting time elapsed.
- Heat soak time is set on a timer according to pipe material and dimension (fusion data tables are provided for PE, PP, and PVDF).
- Pipe and fitting are inserted into the heating bush/spigot until the stop, observing the heat soak time.
- After heat soak, the slides are opened, the heater swiveled out, and the pipe/fitting joined to the stop, observing the cooling time. Cooling agents are not permitted.
- After fusion, the pipe and fitting are unclamped. A pressure test should only be performed at least 1 hour after the last fusion.
Maintenance Features:
Regular maintenance is crucial for the SG 125's optimal performance and longevity.
- Periodic Checks: The machine should be checked and cleaned periodically.
- External Cleaning: Normal maintenance is limited to regular external cleaning.
- Guide Elements: Guide elements must be kept clean.
- Clamping Devices: Clamping devices should securely hold workpieces without movement under fusion forces.
- Heating Spigots and Bushes: These must be free of dirt and mechanical damage. Fusion surfaces must be cleaned with dry, lint-free paper before each fusion.
- Heating Element Temperature: The heater temperature should be checked periodically with a quick-indication, electronic temperature measurement device. If deviations outside the ± 10 °C tolerance range occur, the heating element should be sent to a Georg Fischer Omicron representative for recalibration.
- Service Booklet: It is recommended to maintain a service booklet for each SG 125 machine to record maintenance and repairs.
Safety Instructions:
The manual emphasizes safety, with clear warning notices for potential dangers such as electric shock (inspect cords, do not connect damaged devices), burning (heater is hot, use handles), and crushing hands (moving machine slide, do not reach into machine during movement). Proper use is strictly defined as the fusion of thermoplastic components, and any other use is unauthorized. Only original Georg Fischer Omicron spare parts and equipment should be used. Daily inspection for damage and immediate repair are mandatory. Electrical work must only be performed by a specialist.