200208-S111-73515 2/28
DESCRIPTION
Merci de votre choix ! Afin de tirer le maximum de satisfaction de votre poste, veuillez lire avec attention ce qui suit
avant utilisation.
Le GYSMI TIG 137/167 HF DC est un poste de soudure Inverter, portable, monophasé, ventilé, pour soudage à
l'électrode réfractaire (TIG) en courant continu (DC). Le soudage TIG DC requiert une protection gazeuse (Argon).
En mode MMA, il permet de souder tout type d’électrode : rutile, basique, inox et fonte.
ALIMENTATION-MISE EN MARCHE
• Cet appareil est livré avec une prise 16A de type CEE7/7. Il doit être relié à une prise 230 V (50 - 60 Hz) AVEC
terre. Le courant effectif absorbé (I1eff) est indiqué sur l'appareil, pour les conditions d'utilisation maximales.
Vérifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant
nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une
utilisation aux conditions maximales. Utiliser de préférence une prise 20A pour le TIG 137 et 25 A pour le TIG 167
en utilisation intensive
• La mise en marche s’effectue par un appui sur le bouton de veille .
• L’appareil se met en protection si la tension d'alimentation est supérieure à 265V. Pour indiquer ce défaut,
l'afficheur indique . . Une fois en protection, débrancher l'appareil et rebrancher-le sur une prise délivrant une
tension correcte.
• Comportement du ventillateur : En mode MMA, le ventillateur fonctionne en permanence. En mode TIG, le
ventillateur fonctionne uniquement en phase de soudage, puis s'arrête après refroidissement.
• Cet appareil est conçu pour un emploi dans un environnement industriel ou professionnel au sens de norme
CISPR 11. Dans un environnement différent, il peut être difficile d'assurer la compatibilité électromagnétique. Ne
pas utiliser dans un environnement comportant des poussières métalliques conductrices.
SOUDAGE A L'ÉLECTRODE ENROBEE (mode MMA)
Branchement et conseils
• Brancher les câbles porte-électrode et pince de masse dans les connecteurs de raccordement.
• Respecter les polarités et intensités de soudage indiquées sur les boîtes d'électrodes
• Enlever l’électrode du porte-électrode lorsque le poste n'est pas utilisé
Aides au soudage intégrés
Votre appareil est muni de 3 fonctionnalités spécifiques aux Inverters :
Le Hot Start procure une surintensité réglable* en début de soudage
L’Arc Force délivre une surintensité qui évite le collage lorsque l’électrode rentre dans le bain.
L'Anti-Sticking vous permet de décoller facilement votre électrode sans la faire rougir en cas de collage.
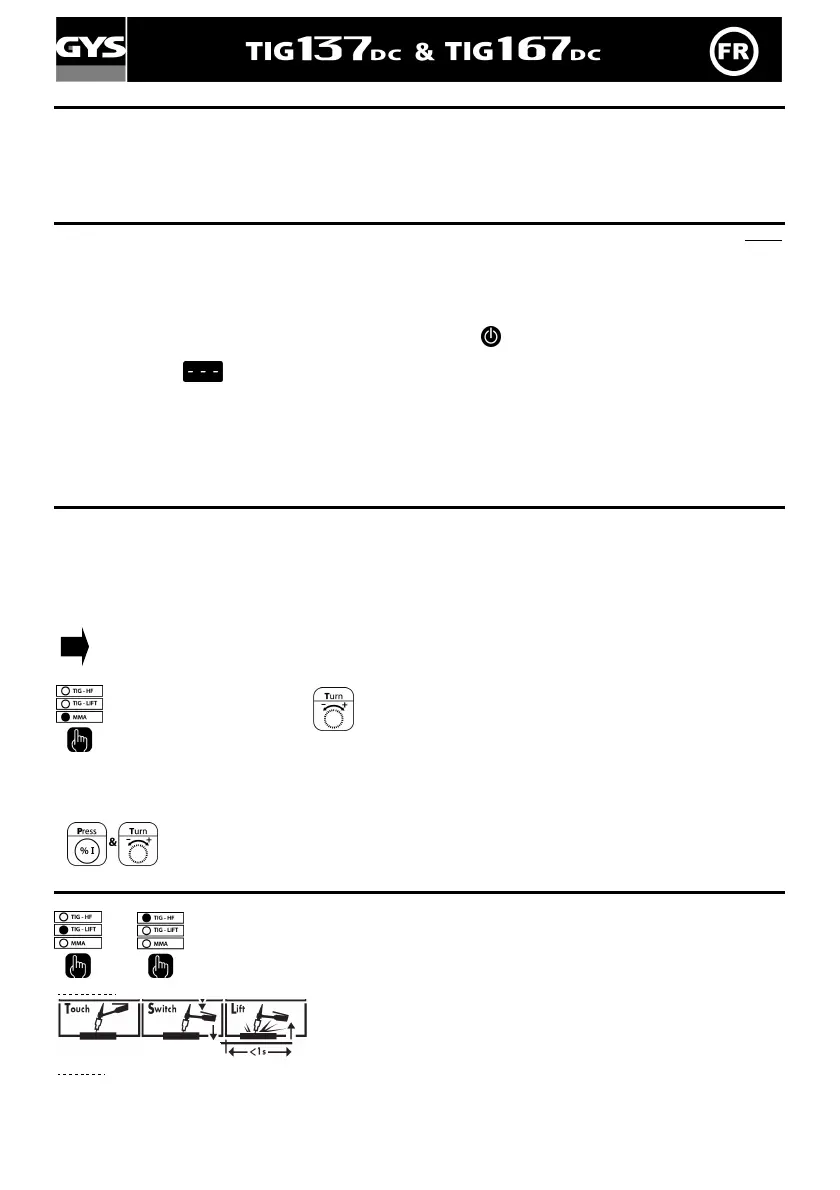
Sélection du procédé et réglage intensité
1- Sélectionner le mode MMA 2- Sélectionner le courant désiré grâce au potentiomètre
Hot start ajustable*
Le Hot Start est réglable de 0 à 60 % dans la limite de 130A pour le GYSMI 137 HF DC,
dans la limite de 160 A pour le GYSMI TIG 167 HF DC.
1- Cliquer et maintenir appuyé
2- Sélectionner le Hot Start souhaité.
n.b.: l'inscription "HI" indique que le Hot Start est au maximum.
SOUDAGE TIG
Choix du type d'amorçage
1- Sélectionner votre amorçage LIFT ou HF
TIG LIFT:
Amorçage par contact (pour les milieux sensibles aux perturabtions HF)
1- Toucher l’électrode sur la pièce à souder
2- Appuyer sur la gâchette
3- Relever l’électrode.
TIG HF: amorçage haute fréquence sans contact
 Loading...
Loading...