200208-S111-73515 7/28
DESCRIPTION
Thank you for your choice ! To get the most satisfaction out of your device, please read carefully the following
advice before use.
The GYSMI TIG 137/167 HF is a portable, single phase, ventilated Inverter welding unit to be used with non-
consumable electrode (TIG) in direct current (DC). TIG DC welding requires a gaseous protection (Argon). In MMA
mode, it allows you to weld with any kind of electrodes : rutile, basic, stainless steel or cast iron.
POWER SUPPLY – STARTING UP
• This device is delivered with a plug 16A type CEE7/7. It must be connected to a socket 230V (50-60Hz) WITH
earth. The absorbed current (I1eff) is indicated on the device, for the maximum use conditions. Check that the
power supply and its protections (fuse and/or circuit breaker) are compatible with the current needed at use. In
some countries, it might be necessary to change the plug to allow the use at maximum conditions. In intensive
use, preferably select a 20 A plug for the TIG 137 or a 25 A plug for TIG 167.
• The starting up is made by pushing on the standby button .
• The device turns into protection mode if the power supply tension is over 265V. To indicate this default, the
screen displays . Once in protection mode, you have to unplug the device and plug it back on a socket
delivering the correct tension.
• Behaviour of the ventilator : in MMA mode, the ventilator permanently works. In TIG mode, the ventilator only
works in welding phase, and then stops after cooling.
• This device is made to be used in an industrial or professional environment following the norm CISPR 11. In a
different environment, it can be difficult to insure electromagnetic compatibility. Do not use in an environment
containing metallic dust particles which may conduct electricity.
WELDING WITH COVERED ELECTRODE (MMA MODE)
Connecting and advice
• Connect the cables of electrode holder and earth clamp in the connecting sockets.
• Respect the welding polarities and intensities indicated on the electrodes packages.
• Remove the electrode from the electrode holder when the welding unit is not used.
Integrated welding helps
Your device is equipped with 3 specific Inverters functions :
The Hot Start gives an adjustable* overcurrent at the beginning of welding.
The Arc Force delivers an overcurrent which avoids the sticking when the electrode enters the bath.
The Anti-Sticking allows you to easily remove your electrode without making it turn red in case of
sticking.
Selection of process and current setting
1- Select the MMA mode
2- Select the wanted current thanks to the potentiometer.
Adjustable* Hot Start
The GYSMI TIG 137 HF DC Hot Start is adjustable from 0 to 60% within the limit of 130A, and 160 A limit for GYSMI
167 HF DC.
1- Click and maintain pressed
2- Select the wanted Hot Start
n.b. : the display "HI" indicates that the Hot Start is at the maximum.
TIG WELDING
Starting type choice
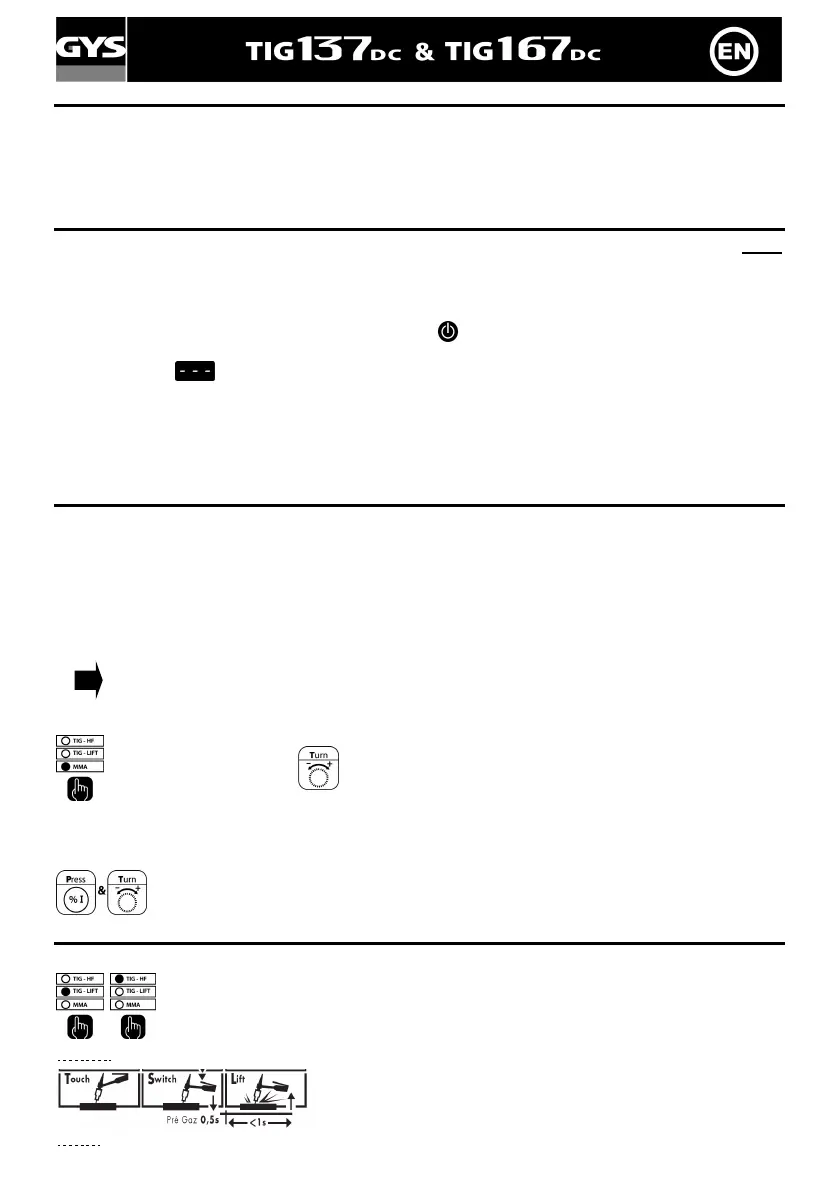
1- Select the LIFT or the HF starting.
LIFT TIG
: contact starting (for the environments sensitive to HF disturbances)
1- Touch the part to weld with the electrode
2- Press on the trigger
3- Lift the electrode.
HF TIG
: high frequency starting without contact
 Loading...
Loading...