01.98 TNC 407/TNC 415/TNC 425 3 Servo positioning of the NC-axes 4-81
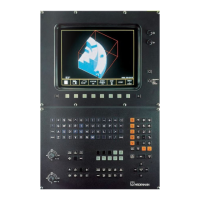
The resulting path is as follows:
α
α = Change of axis direction
s
a
= Servo lag
Axis standstill
Path when MP7460 < α
Path when MP7460 > α
s
a
MP7460 Constant feed rate in corners
Entry value: 0.0001 to 179.9999°
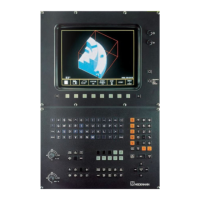
3.4.3 Constant feed rate in corners with M90
The miscellaneous function M90 was introduced to enable constant surface speed to be achieved in
corners without radius compensation.
This miscellaneous function is only effective in operation with lag!
s
a
without M90
with M90
3.4.4 Contour speed related to tool cutting edge
The programmed feed-rate normally relates to the path of the cutter centre.
When M function M109 is active the feed-rate at radii is increased or reduced to maintain a constant
feed-rate at the cutting edge of the tool.
When M function M110 is active the feed-rate is reduced only. There is no increase in feed-rate.
When M function M111 is active the programmed feed-rate is re-assigned to the path of the cutter
centre.
 Loading...
Loading...