X2.25
G96 G1X2.1 F.004 (CONSTANT SURFACE SPEED)
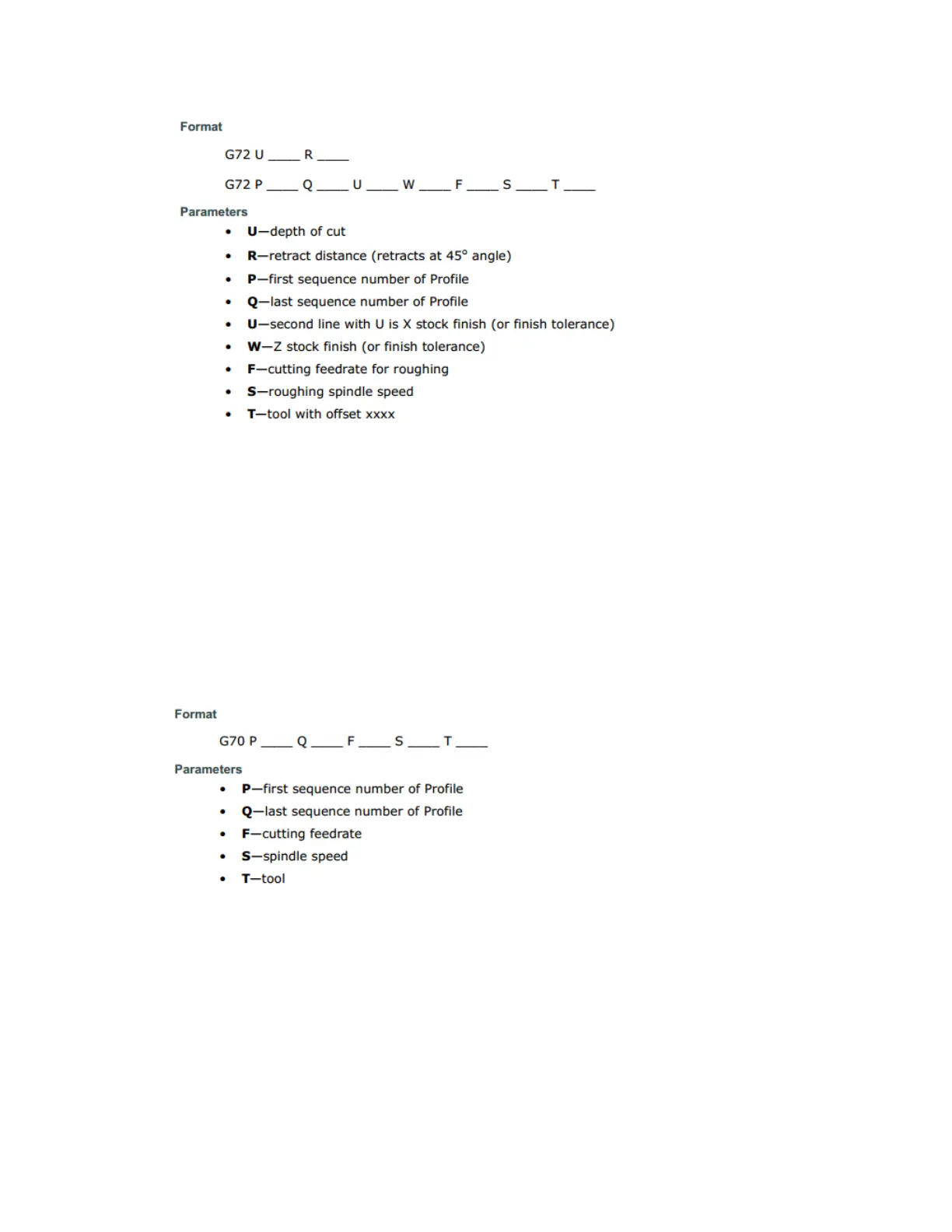
G72 U.1 R.1 (U is depth of cut R is retract distance)
G72 P1 Q2 U0.005 W0.005 F.002 S1000 T0101
N1 G1 X2.0 Z0.
X-.04
N2 Z.05
G0 X2.25 Z.25 (RETURN TO SAFE POSITION)
Since the face is now roughed we can come back in with a finish pass
G70 P1 Q2 F.002 S1000
X2.25 Z.25 (RETURN TO SAFE POSITION)
In this example the profile was used from the roughing cycle.
Next step is to cut a profile. The profile for this example will be a basic step cylinder.
 Loading...
Loading...

