22 Field Service Bulletin
HyPro2000 — HT2000 TORCH UPGRADE
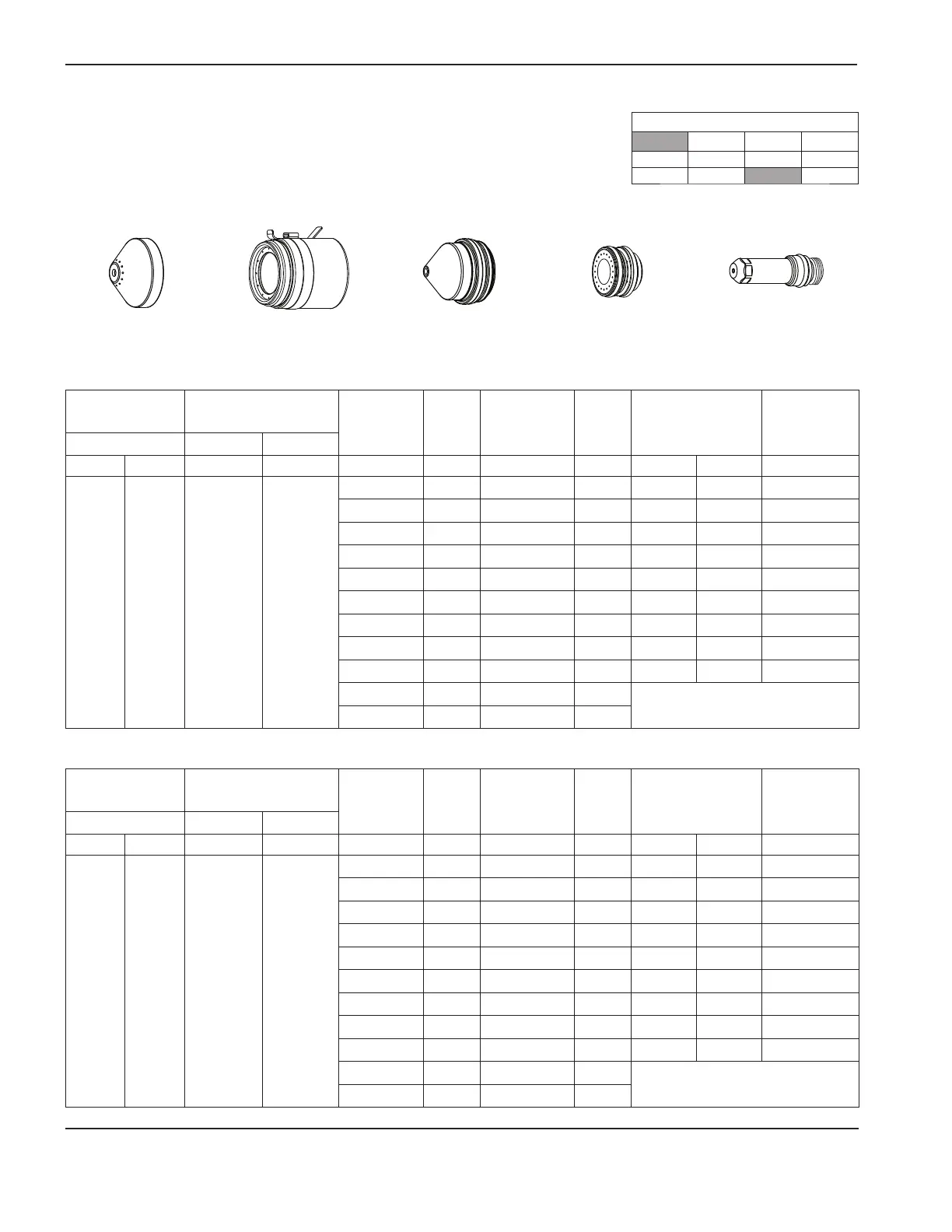
Mild steel
O
2
Plasma / Air Shield
200 A Cutting
SilverPlus electrode
220832 220925220834220831
Metric
English
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air mm Volts mm mm/m mm factor % seconds
12 38 77 53
6 145 1.5 6210 3.0 200 0.30
8 154 3.4 4850 5.1 150 0.35
10 160 4.6 3735 6.9 150 0.40
12 157 3.8 3415 9.5 250 0.60
15 156 3.1 2845 7.8 250 0.70
20 158 3.0 1920 7.5 250 0.80
25 163 3.2 1430 8.0 250 1.00
32 170 3.1 805 7.8 250 1.25
38 179 4.4 565 11.0 250 1.50
44 185 4.4 395
Edge Start
50 191 4.4 270
Flow rates – lpm/scfh
O
2
N
2
Air
Preflow 7 / 15 27 / 57 123 / 260
Cutflow 34 / 72 123 / 260
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
O
2
N
2
O
2
Air in Volts in ipm in factor % seconds
12 38 77 53
1/4 147 0.075 235 0.150 200 0.30
3/8 161 0.188 150 0.280 150 0.30
1/2 156 0.140 130 0.280 200 0.30
5/8 156 0.115 105 0.280 250 0.50
3/4 157 0.115 80 0.280 250 0.60
7/8 162 0.125 65 0.312 250 0.70
1.0 163 0.125 55 0.312 250 0.80
1-1/4 170 0.125 32 0.312 250 1.25
1-1/2 179 0.175 22 0.437 250 1.50
1-3/4 185 0.175 15
Edge Start
2.0 192 0.175 10
220936
220935
(No IHS tab)
 Loading...
Loading...