26 Field Service Bulletin
HyPro2000 — HT2000 TORCH UPGRADE
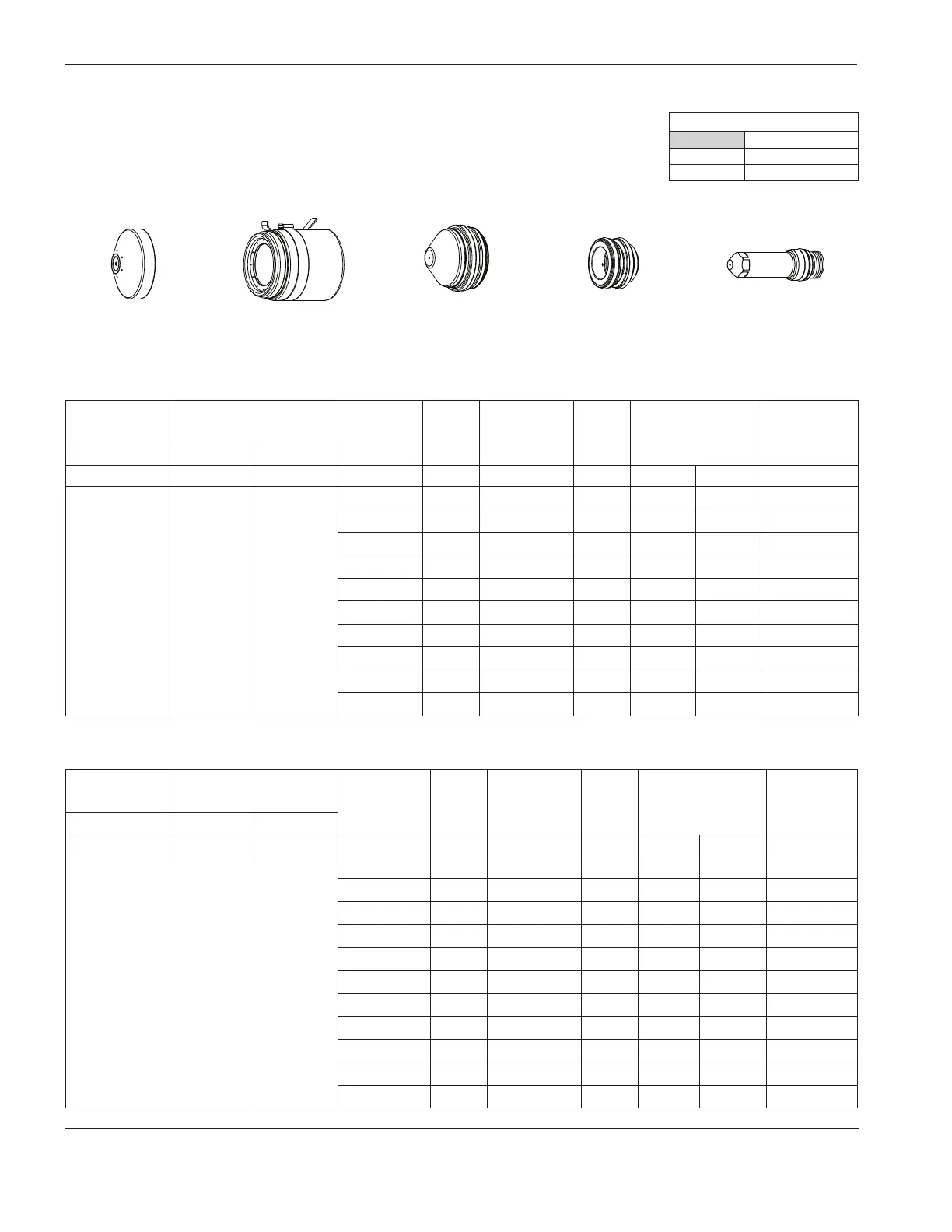
Stainless steel
Air Plasma / Air Shield
50 A Cutting
220532 220528220529220890
220936
220935
(No IHS tab)
Flow rates – lpm/scfh
Air
Preflow 123 / 259
Cutflow 114 / 241
Metric
English
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
Air Air Air mm Volts mm mm/m mm factor % seconds
39 27 40
0.5 103 1.5 7620 3.0 200 0.0
0.8 104 1.5 6730 3.0 200 0.0
1.0 104 1.5 6350 3.0 200 0.1
1.2 105 1.8 5715 3.6 200 0.1
1.5 108 1.8 4830 3.6 200 0.1
2.0 110 1.8 4190 3.6 200 0.1
2.5 113 2.0 3175 4.0 200 0.2
3.0 114 2.0 2160 4.0 200 0.3
4.0 118 2.3 1400 4.6 200 0.4
6.0 122 2.5 1145 5.0 200 0.5
Test Prefl ow
Flowrates
Test Cutfl ow
Flowrates
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce Height
Pierce Delay
Time
Prefl ow % Plasma % Shield (psi)
Air Air Air in Volts in ipm in factor % seconds
39 27 40
0.018 103 0.06 300 0.12 200 0.0
0.024 103 0.06 275 0.12 200 0.0
0.030 104 0.06 265 0.12 200 0.0
0.036 104 0.06 250 0.12 200 0.1
0.048 105 0.07 225 0.14 200 0.1
0.060 108 0.07 190 0.14 200 0.1
0.075 109 0.07 165 0.14 200 0.1
0.105 114 0.08 125 0.16 200 0.2
0.135 115 0.08 85 0.16 200 0.3
0.188 121 0.09 55 0.18 200 0.4
0.250 122 0.10 45 0.20 200 0.5
 Loading...
Loading...