12
Descripon of Drag Cung
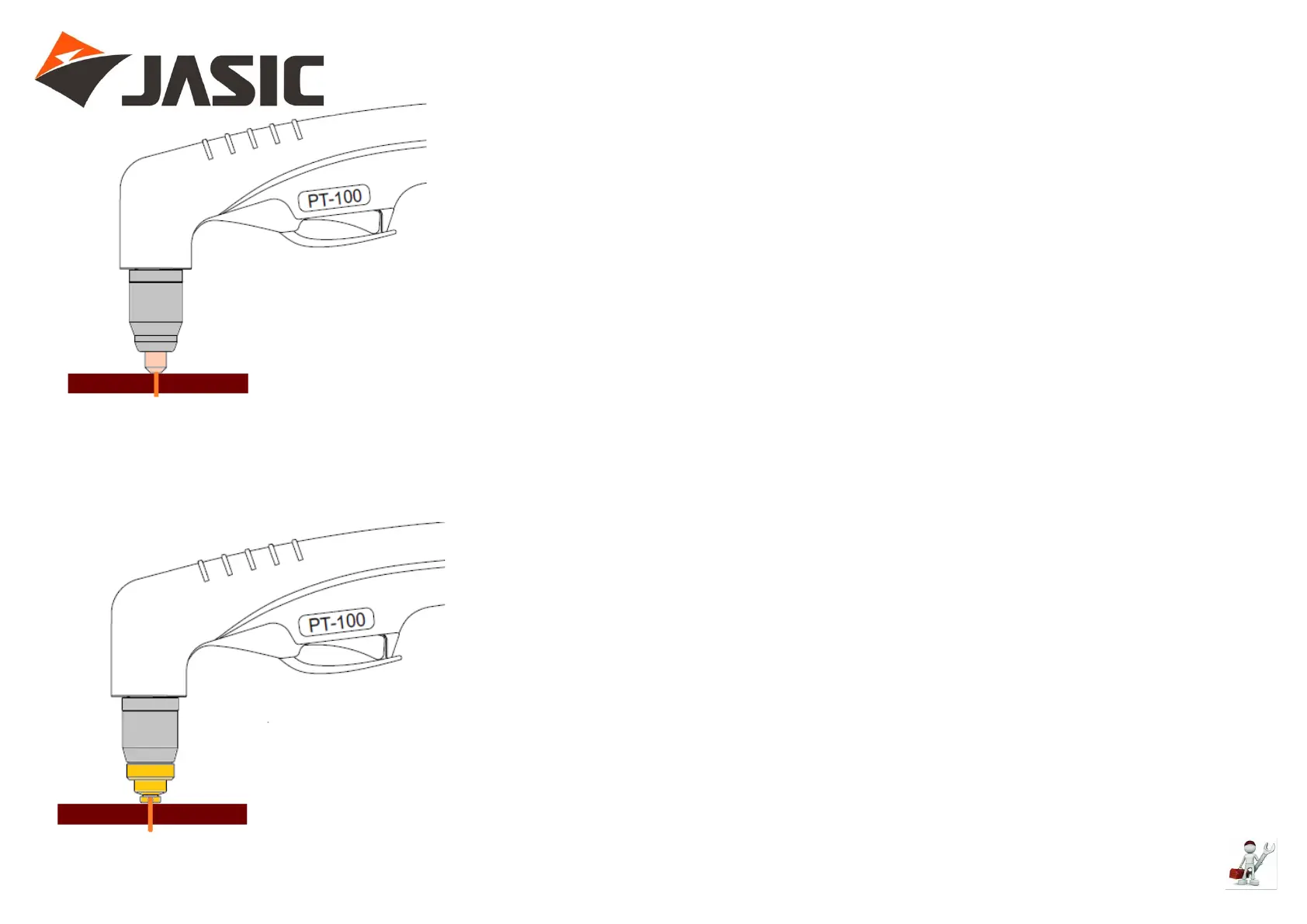
DRAG TIP CUTTING
DRAG SHIELD CAP CUTTING
Wilkinson Star Technical
Drag Tip Cung
Drag p cung is the process of dragging the p of the torch along the workpiece to cut the metal.
This is oen the easiest way to cut while minimizing heat input but usually only on cung currents
of 40amps and below. This technique works best when the material being cut is 5mm or less.
Drag p cung does require a ‘drag’ cung p and you need to ensure that the plasma machines
output amperage is matched to the amperage with the cung p.
It can oen be helpful to use a non-conducve straight edge to help maintain a straight cut.
Drag Shield Cap Cung
The drag shield cap opon allows the same technique to be used but having the cung p
insulated (shielded) from the material being cut. Using a drag shield cap allows you to rest the torch
(via the drag cap) on the workpiece while maintaining an opmal 2-3mm stando without touching
the cung p to the material for amperages 40amps and above. (When cung at above 40amps,
touching the p to the work material will adversely aect your cut quality and consumable life).
When you start to drag cut, you would place the p/cap of the torch on the workpiece and begin
dragging (moving) the torch across the workpiece.
You should always start with the torch placed at the farthest point from you and then cut by pulling
the torch towards you while making sure to keep the torch upright to the material being cut
throughout the cung process.
As you are drag cung ensure you maintain a smooth and consistent travel speed to make a clean,
precise cut.
The main benets of drag cung is:
Much easier for the operator because you don't need to maintain a distance between the
cung p and the workpiece. You can simply drag the end of the plasma torch along a
template or a straight edge. This process usually ensures a more accurate cut.
Drag cung produces less spaer and blow back and improves the life of the front end torch
parts.
Good cut quality for material of 5mm or more.