A WILKINSON STAR PRODUCT 10-17 ISSUE 3
5 UNPACKING
Check the packaging for any signs of damage.
Carefully remove the machine and retain the
packaging unl the installaon is complete.
Locaon
The machine should be located in a suitable
posion and environment. Care should be taken to
avoid moisture, dust, steam, oil or corrosive gases
Place on a secure level surface and ensure that
there is adequate clearance around the machine to
ensure natural airow.
6 CONNECTIONS
Input connecon
Before connecng the machine you should ensure
that the correct supply is available. Details of the
machine requirements can be found on the data
plate of the machine or in the technical parameters
shown in the manual.
The equipment should be connected by a suitably
qualied competent person. Always ensure the
equipment has a proper grounding. Never connect
the machine to the mains supply with the panels
removed.
Output connecons
Electrode polarity
In general when using manual arc welding
electrodes the electrode holder is connected the
posive terminal and the work return to the
negave terminal. Always consult the electrode
manufacturer’s data sheet if you have any doubts.
When using the machine for TIG welding the TIG
torch should be connected to the negave terminal
and the work return to the posive terminal.
MMA welding
Insert the cable plug with electrode holder into the
“+” socket on the front panel of the welding
machine, and ghten it clockwise. Insert the cable
plug of the work return lead into the “-”ve socket
on the front panel of the welding machine, and
ghten it clockwise.
Select the MMA mode with the selector switch.
Switch on the machine and adjust the MMA current
control to the required current. Fix the electrode
into the electrode holder and commence welding .
OPERATION
Before starng any welding acvity ensure that
you have suitable eye protecon and protecve
clothing. Also take the necessary steps to protect
any persons within the area.
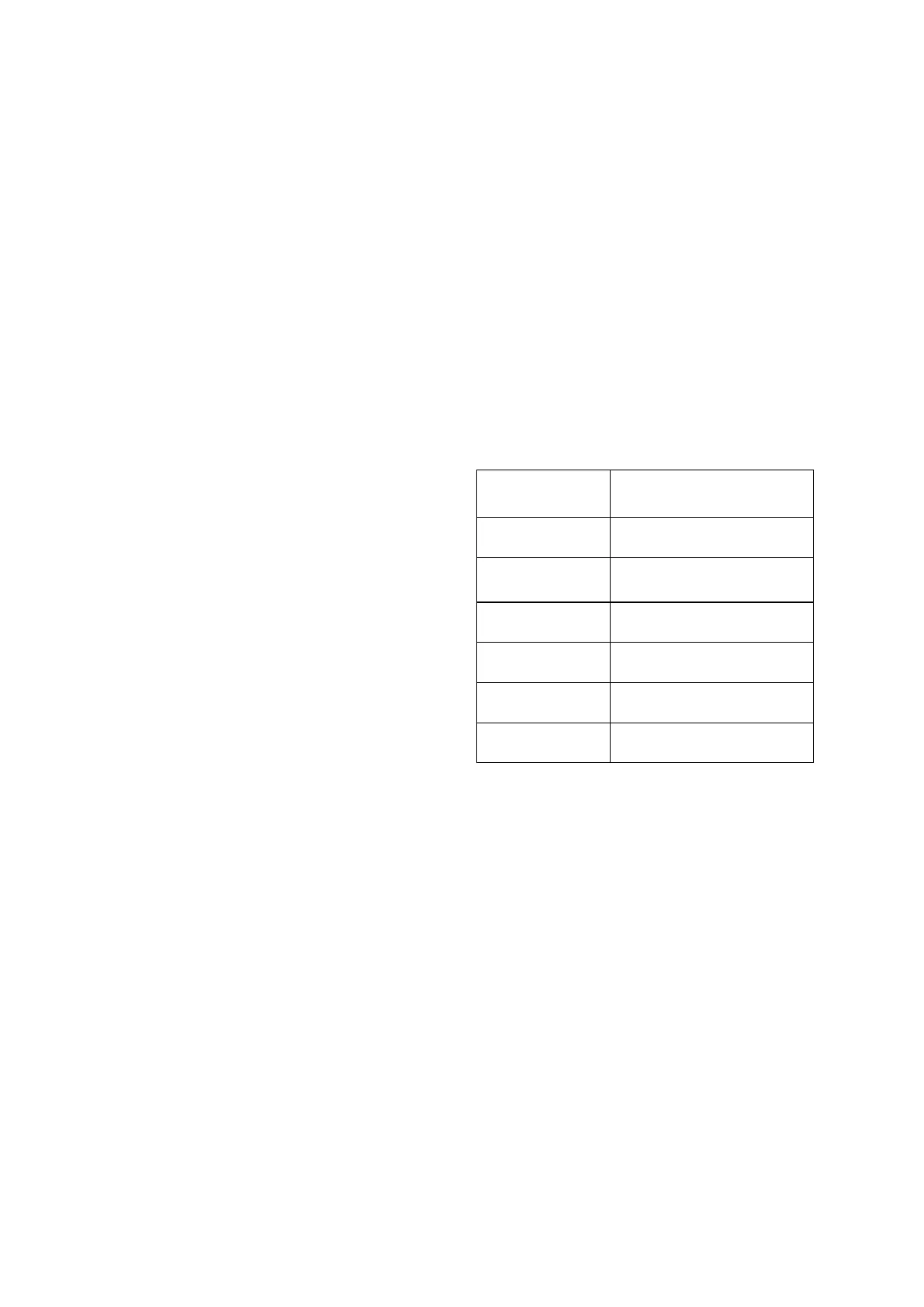
MMA welding current guide
MIG / MAG Welding
Insert the welding torch into the torch connector
on the wire feed unit and ghten it.
Install the wire spool on the spindle adapter of the
wire feed unit.
Connect the cylinder equipped with the gas
regulator to the gas inlet of the interconnecon
cable set. Insert the cable plug with work clamp
into the “-” output terminal on the front panel of
the welding power source, and ghten clockwise.
Insert the quick plug of the interconnecon
cable set into the “+”output terminal of the
welding machine, and ghten it clockwise. Connect
the other end to the connecon on the rear of the
wire feed unit. Insert the mul pin plug of the
interconnecon cable set into the control cable
Electrode Diameter
(mm)
Recommended Welding Current
(A)
1.0 20~60
1.6 44~84
2.0 60~100
2.5 80~120
3.2 108~148
4.0 140~180