23
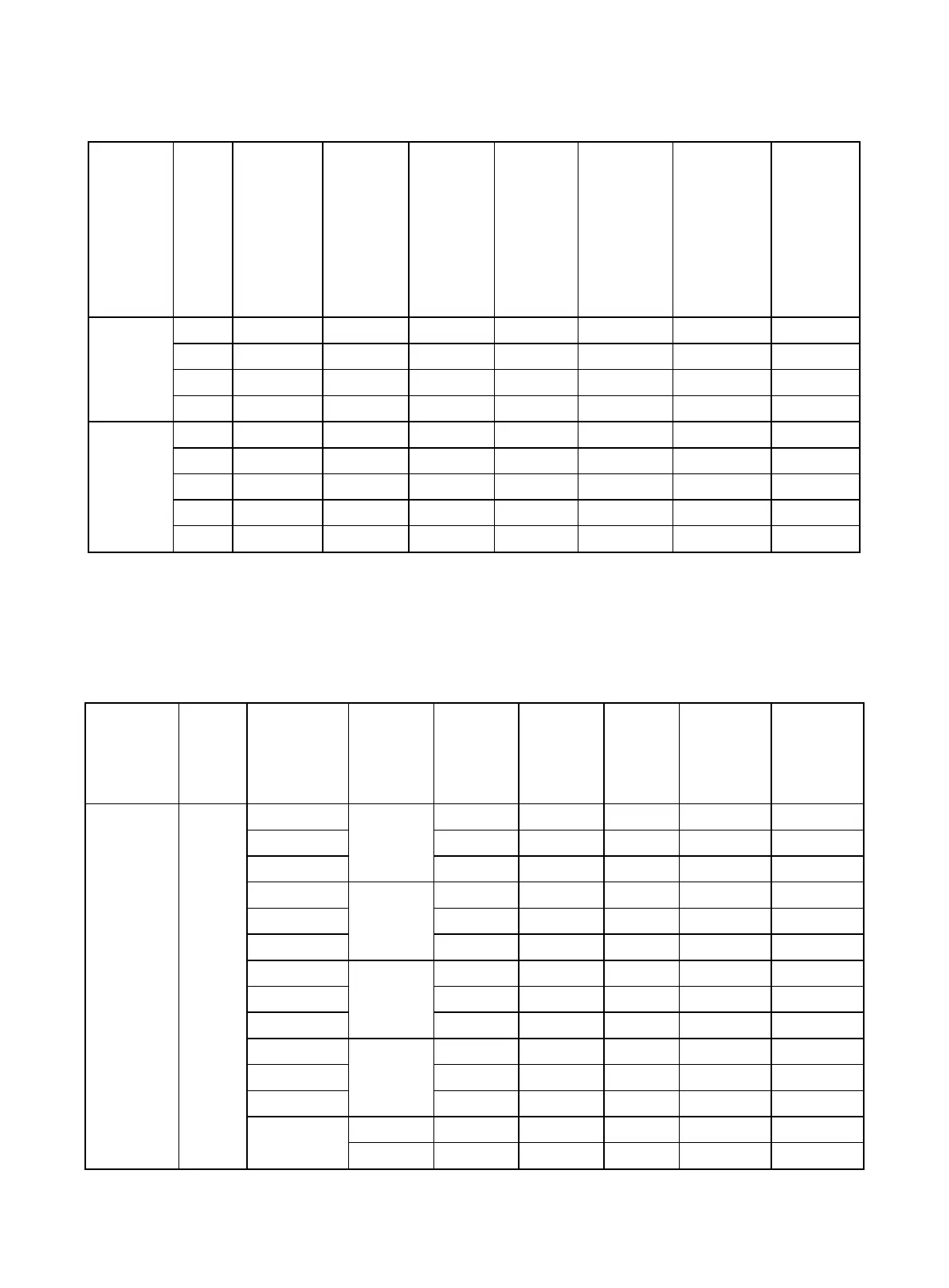
Table6-4MAGwelding
(
solidwire
,
Ar80%+CO
2
20%
)
typeWork
piece
thick
ness(
mm)
Wiredia
Φ(mm)
Widthof
welding
seam
g(mm)
Welding
current
(
A
)
Welding
voltage
(V)
Welding
speed
(cm/min)
The
distance
between
contacttip
and
workpiece(
mm)
Gasflow
(L/min)
Itype
butt
welding
1.20.8060-7015-1630-501010-15
1.60.80100-11016-1740-601010-15
3.20.81.21.0-1.5120-14016-1725-301510-15
4.01.01.21.5-2.5150-16017-1820-301510-15
Ttype
flatfillet
welding
0.60.8270-8017-1850-601010-15
1.01.02-2.585-9018-1950-601010-15
1.61.01.23100-11018-19.550-601010-15
2.41.01.23.5115-12519.5-2050-601010-15
3.21.01.24130-14019.5-2150-601510-15
Table6-5flux-coredwireparameters
FluxtypeWeldi
ng
positio
n
Wiredia
Φ(mm)
Leg
size(mm)
Welding
beads
Welding
current
(A)
Weldin
g
voltage
(V)
Welding
speed
(cm/min
)
Swing
Metal
1.2
4
1240-26026-2848-53N
1.41320-34028-3095-105N
1.61340-36030-32100-110N
1.2
5
1260-28028-3048-53N
1.41330-34029-3185-95N
1.61360-38032-3485-95N
1.2
6
1260-28027-2940-45N
1.41320-34030-3275-85N
1.61370-39033-3575-85N
1.2
7
1270-18029-3138-43N
1.41340-36031-3348-53N
1.61370-39033-3560-70N
1.4
91260-28027-2622-26Y
121320-34030-3238-42N
 Loading...
Loading...







