EN
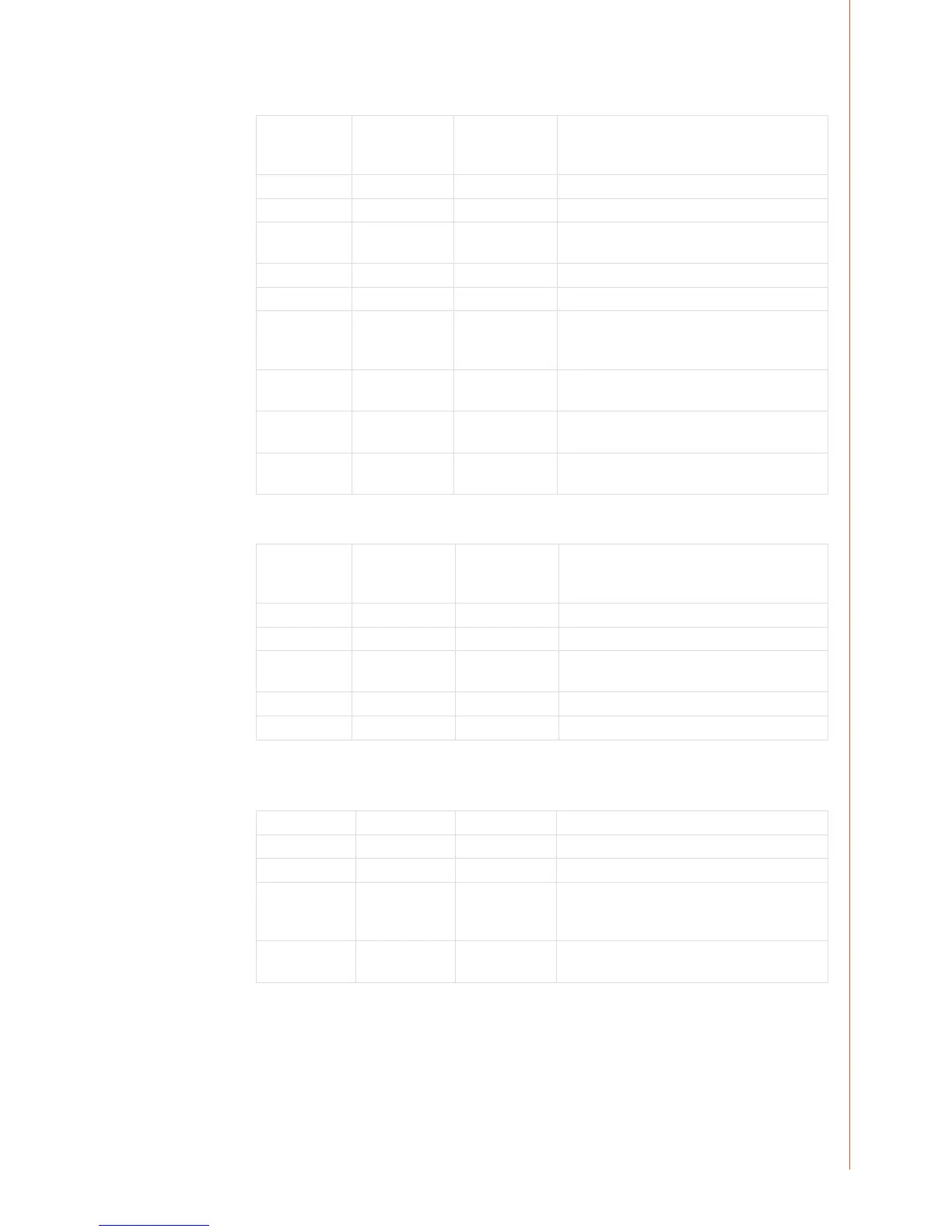
DOUBLE PULSE MIG
WFSpeed 0.7…25 m/min * Sets the wire feed speed.
Changes by steps of 0.05, when WFSpeed < 5 m/
min, and by 0.1, when WFSpeed > 5 m/min
WFS-Max Sets the limit for maximum WFSpeed
WFS-Min Sets the limit for minimum WFSpeed
FineTuning -9…+9 Factory setting is 0
( = curve point)
Adjusts the base current of the curve (arc length) in
certain limits
FineTuningMax -9…+9 Step: 0.5 Sets the limit for maximum arc length
FineTuningMin -9…+9 Step: 0.5 Sets the limit for minimum arc length
Dynamics -9…+9 Factory setting is 0 Controls the short circuit behaviour of the arc. The
lower the value the softer the arc is. The higher the
value the rougher the arc is.
Pulse Current -10…+15% Factory setting
is 0%
Reduces (-) or raises (+) the pulse current of the
curve
DPulseAmp 0.1…3.0 m/min Factory setting is
CURVE
Adjusts the amplitude of the WFSpeed by steps of
0.1. Value comes from welding program.
DPulseFreq 0.4…8.0 Hz Factory setting is
CURVE
Adjusts the frequency of the double pulse by steps of
0.1. Value comes from welding program.
WISEROOT+
WFSpeed 1.5…8.0 m/min * Sets the wire feed speed.
Changes by steps of 0.05, when WFSpeed < 5 m/
min, and by 0.1, when WFSpeed > 5 m/min
WFS-Max Sets the limit for maximum WFSpeed
WFS-Min Sets the limit for minimum WFSpeed
FineTuning -9…+9 Adjusts the base current of the curve (heat of the
arc) within certain limits.
FineTuningMax -9…+9 Step: 0.5 Sets the limit for maximum heat of the arc
FineTuningMin -9…+9 Step: 0.5 Sets the limit for minimum heat of the arc
* Dierent welding programs may further restrict the value range.
MMA PROCESSES
Current 14…450 A Welding current
CurrentMax 14…450 A Set the limit for maximum current value
CurrentMin 14…450 A Set the limit for minimum current value
ArcForce -9…+9 Factory setting
is 0
Controls the short circuit behaviour of the arc. The
lower the value the softer the arc is. The higher the
value the rougher the arc is.
StartPower -9…+9 Factory setting
is 0
Adjusts arc ignition
15
© Kemppi Oy / 1312

 Loading...
Loading...








