117
8
_07
J
M
N
F
G
H
L
Fig. 8.2
ED0053029590
INFORMATION ABOUT OVERHAULING
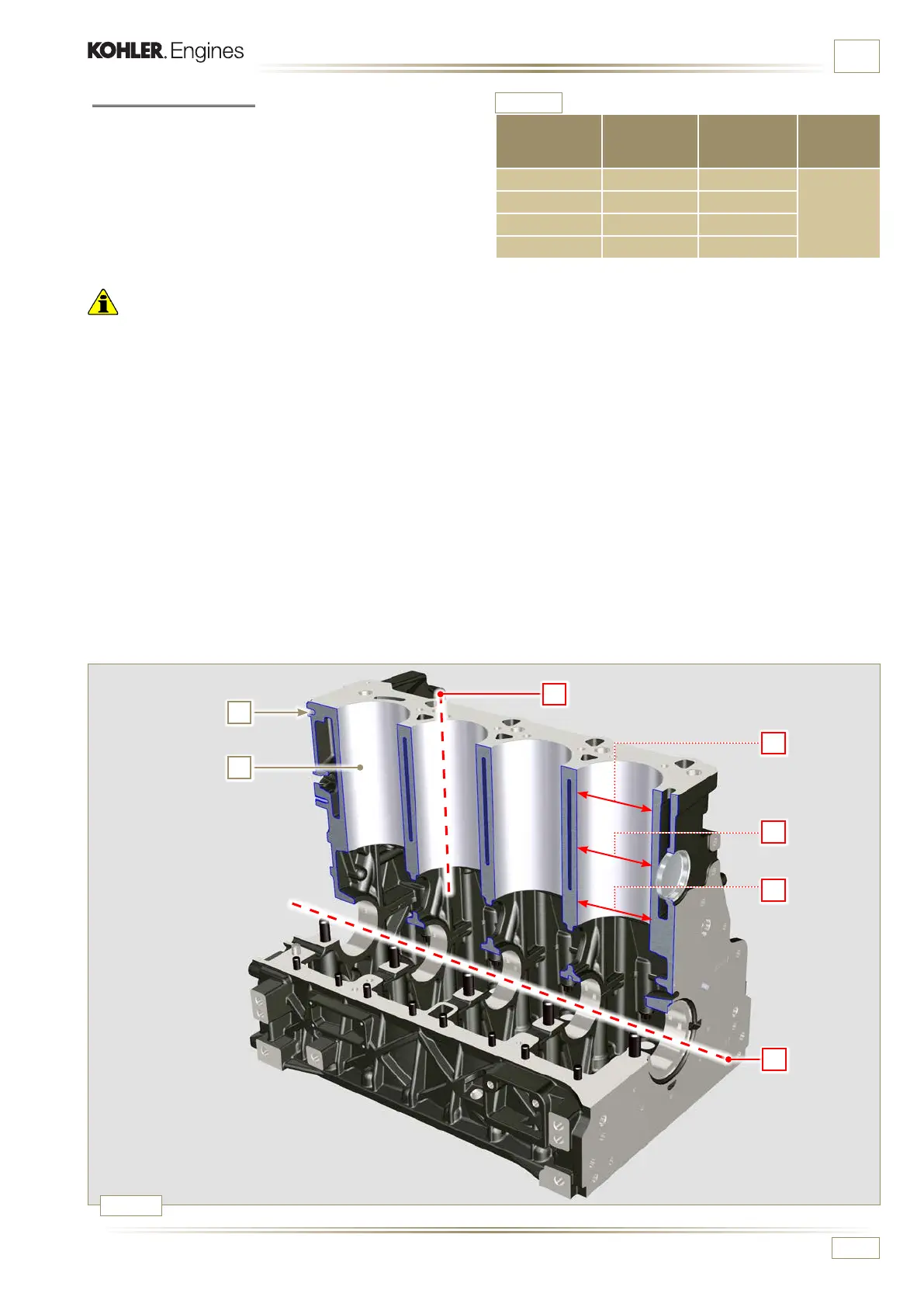
8.2.2 Cylinder check
Position crankcase G onto a workbench.
With a dial gauge, measure the diameter in correspondence to
points J-M-N (Fig. 8.2) lengthwise and diagonally with regard
to axis H of the crankshaft.
If ovalisation or wear detected in a single point in J-M-N is
greater than +0.05 mm with regard to the value in Ta b . 8 .1 a , y o u
are required to perform grinding operations on all cylinders F.
Refer to Ta b. 8 .1a to estab l ish the cleara nc e valu e of cylin d er s
subjected to grinding operations.
Importante
• Grinding is prohibited before 10000 h of operation on all
engines provided with an EPA name plate (refer to Par. 1.3).
• The grinding involved is of +0.20, +0.50 and + 1 mm.
• Cylinder grinding operations must observe KOHLER
SPECIFICATIONS - cod. ED0035612500.
• Grinding must be strictly performed on all cylinders F.
Ta b . 8 .1 a d e t a i l s t h e d i m e n s i o n a l v a l u e s o f n e w c o m p o n e n t s o n l y.
(1)
The increase of +0.20 mm, may already be present on the
engine.
Tab. 8.1a
Grinding values
PISTON
Ø CYLINDER
(± 0.007 mm)
Ø PISTON
(± 0.007 mm)
CLEARANCE
VALUE (mm)
STD 88.010 87.950
0.046 - 0.074
+0.20
(1)
88.210 88.150
+0.50 88.510 88.450
+1.00 89.010 88.950

 Loading...
Loading...