Plasma Cutters www.LWELD.com
www.longevity-inc.com 21
LP-
40D
Cutting Guideline Table
Cutting Methods
Different material thicknesses require different cutting techniques.
Thin material: Start perpendicular to the work piece. It is unnecessary to
angle or start on the edge, as the arc will pass through quickly.
Medium material: Angle the torch tip to avoid damaging the tip. Once the
arc passes through the material, you may begin cutting normally.
Thick material: Drill a pilot hole through which to start your arc, or start on
the edge of the work piece.
Never cut material on a flat surface. Raise the work piece above the surface to avoid
blow back which may burn you or cause fires.
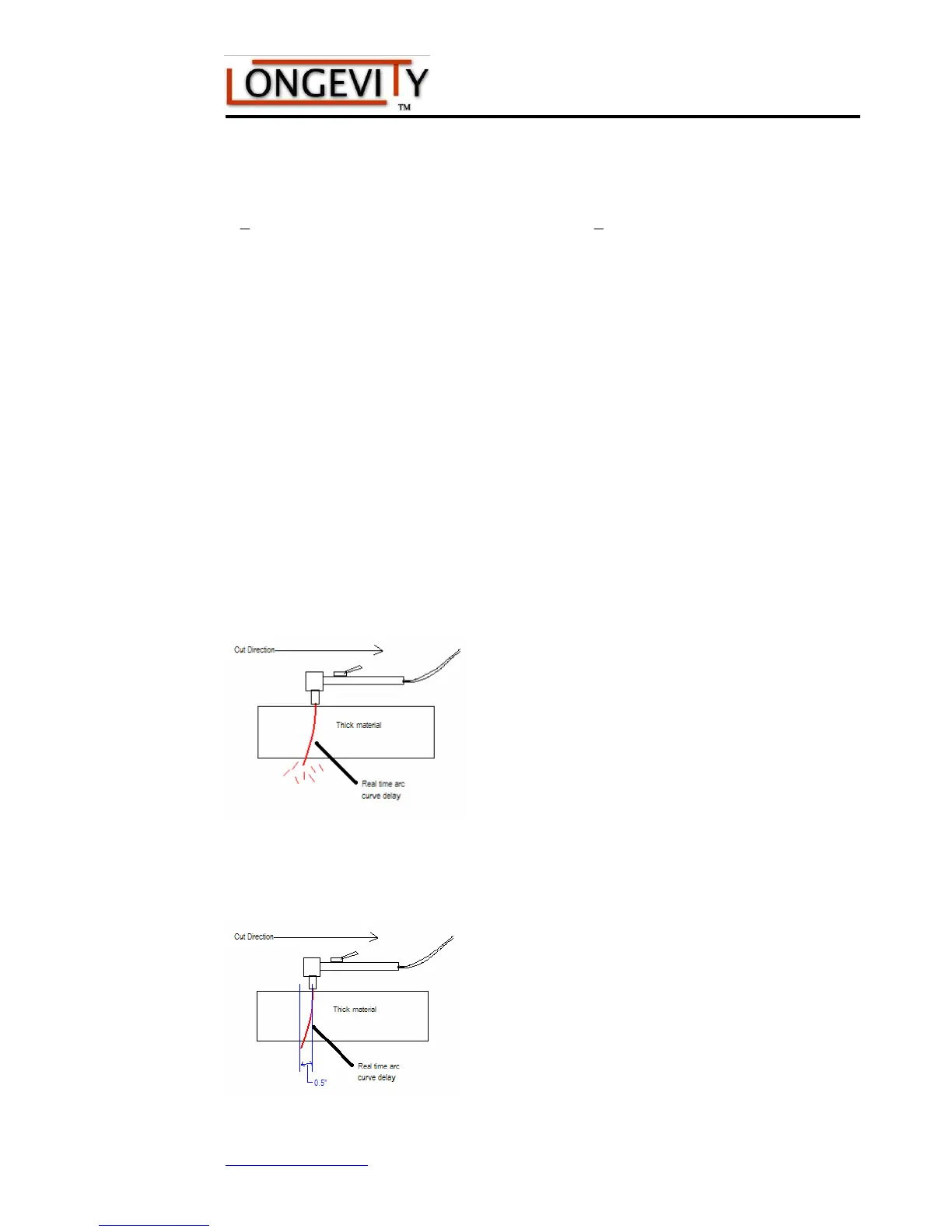
Real Time Arc-Curve Delay
When cutting thick materials you must maintain a steady even motion in the
direction of the cut. Moving the torch too quickly causes an arc-curve delay. An
arc-curve delay can leave the work piece with uncut sections, requiring you to re-cut
those sections, which could distort or damage the work piece.
To avoid arc-curve delay, allow the arc to pass completely through the work piece
before moving too far ahead. The arc-curve should lag not more than the thickness of
the material being cut. In other words, if the work piece is one-half inch thick, the arc
curve should lag not more than one-half inch behind the torch, as shown below.