8
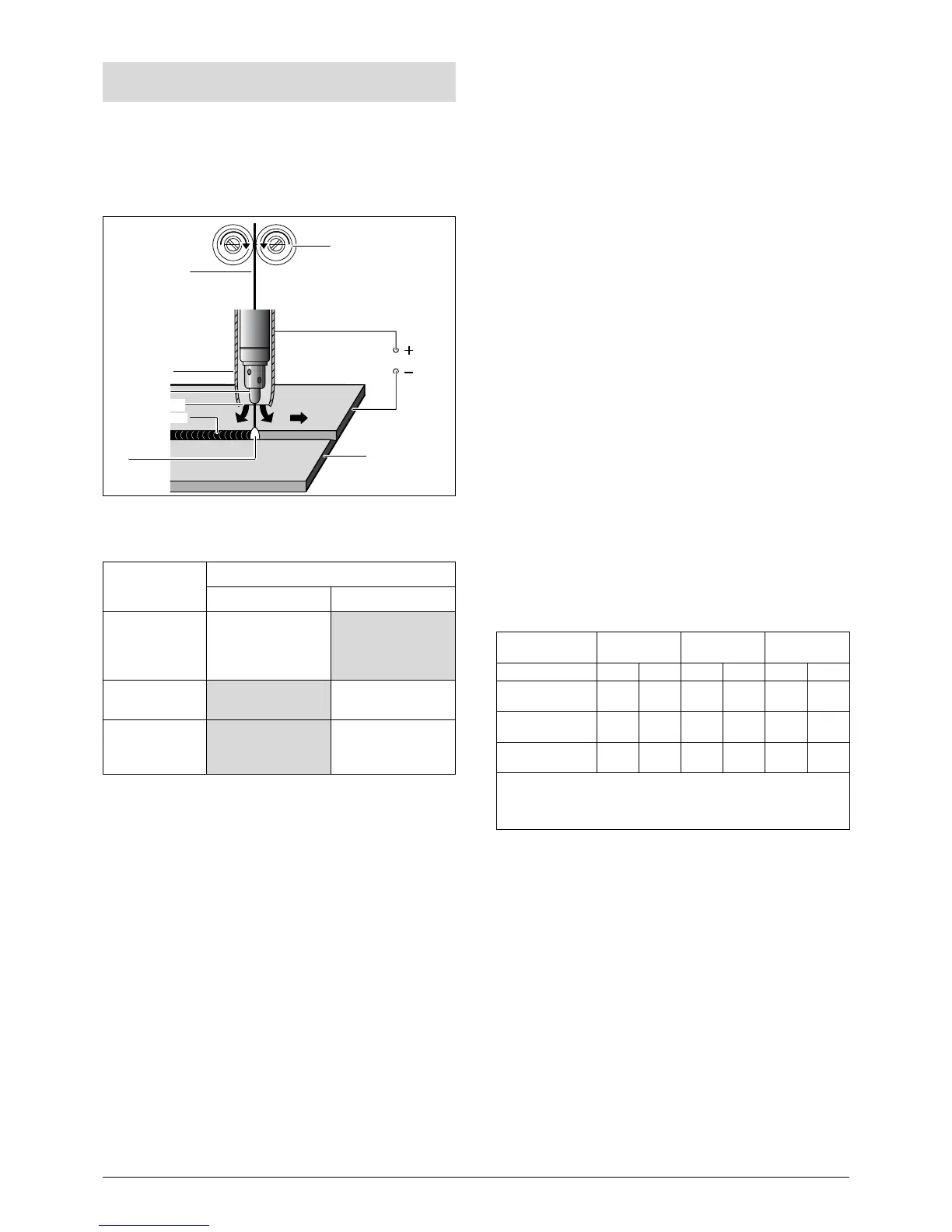
Principal of the MIG/MAG welding
The welding wire is fed from the wire coil to the contact tip due
to the wire-feeding rolls. The arc burns between the melting
wire electrode and the workpiece. The welding wire acts as
arc carrier and filler material. Shielding gas flows through the
gas nozzle and protects the arc against the atmospheregas.
At metal shielded gas welding both, inert and active gases are
used. The distinction is made between Metal Inert Gas (MIG)
and Metal Active Gas (MAG) welding.
Further possible classification is by the type of arc. This
means the external form of the arc, is proneness to short-
circuiting, and the way of transfer to the workpiece.
It is not possible to select the arc force to each individual
welding process. This is only limited possible for example at
the short circuiting arc.
Short-arc welding is possible with all shielded metal arc weld-
ing processes through selection of the suitable arc voltage
and the respective speed of the wire-feed.
Types of arc
Short circuit arc
This type of arc is specially suitable for thin materials and po-
sitional welding due to a relative cool welding pool welded
with very short arc, low arc voltage and low current. The ma
-
terial transfer takes place within the short circuit.
This cycle is repeated again and again so the short circuit and
the arcing period is constantly alternating.
)
The transition from the short circuit to spray arc de-
pends on the wire diameter and the gas mixture.
Transitional arc
With continuously increasing current, the limit range from
short arc to transition arc is achieved. The material transfer
takes place partly within the short circuit and partly out of it.
The transition arc is a critical current range, characterised by
intensive spattering. This range should be avoided, if possi
-
ble.
Long arc
Long arcs are typical at welding at the higher ampere range
under carbondioxid and gases with a high CO2 content. It is
not particularly suitable for positional welding. In this type of
arc large drops are formed which falls into the welding pool
mainly by force of gravity. Due to that short circuits occasion-
ally occur, which by the increase of the current at the moment
of the short circuiting lead to spattering when the arc is reignit
-
ed.
Spray arc
The spray arc is not suitable for positional welding, due to the
extremely liquid nature of the welding pool. The spraying arc
forms by welding at the higher range of ampere using inert
gas or mixtures with high argon content. The most typical
characteristic of the spray arc is the short circuit free transfer
of extremely fine droplets.
Working range at MAG welding
Principle of msg-soldering
The process of msg-soldering is very similar to the proc-ess
of msg-welding. Because of the lower temperature,the base
material is not fuzed but jointed by melting thesolder which
coates the materials.
10 Basics of the MIG/MAG welding pro-
cess
Welding
Process
Shielding Gas
Inert Active
MIG Helium (He)
Argon (Ar)
Mixtures of
Ar/He
MAG-C Carbon dioxide
100 % CO
2
MAG-M Mixtures of
Ar/CO
2
Ar/O
2