Chapter III Dex CM3000 13
Full-Digital Control CO2/MAG/MIG Multi-FunctionWelding Machine
Arc Starting Time(F29)
1. Long press "Function" key more than 3 seconds to enter into internal menu, turn the left knob to F29.
2. Turn the right knob to adjust parameters under F29 (shown in table 3-18).
3. Short press "Function" key to exit internal menu, F29 parameter settings is completed.
Table 3-18 Parameters of Arc starting
Function Code Unit Adjusting Range Step Length Default Value
F29
0~10 Seconds
0.1 0
DC Welding EnergyControl(F55)
1. Enter into internal menu by long pressing “Function” key; turn the panel knob to F55.
2. Adjust F55parameters by rotating the right knob (table 3-19)
3. Press “Function” key again to exit from internal menu, F55parameter settings is completed.
Table3- 7Parameter Table of DC Power Control
Function Code Unit Adjusting Range Step Length Default Value
F55 / 0~200 1 0
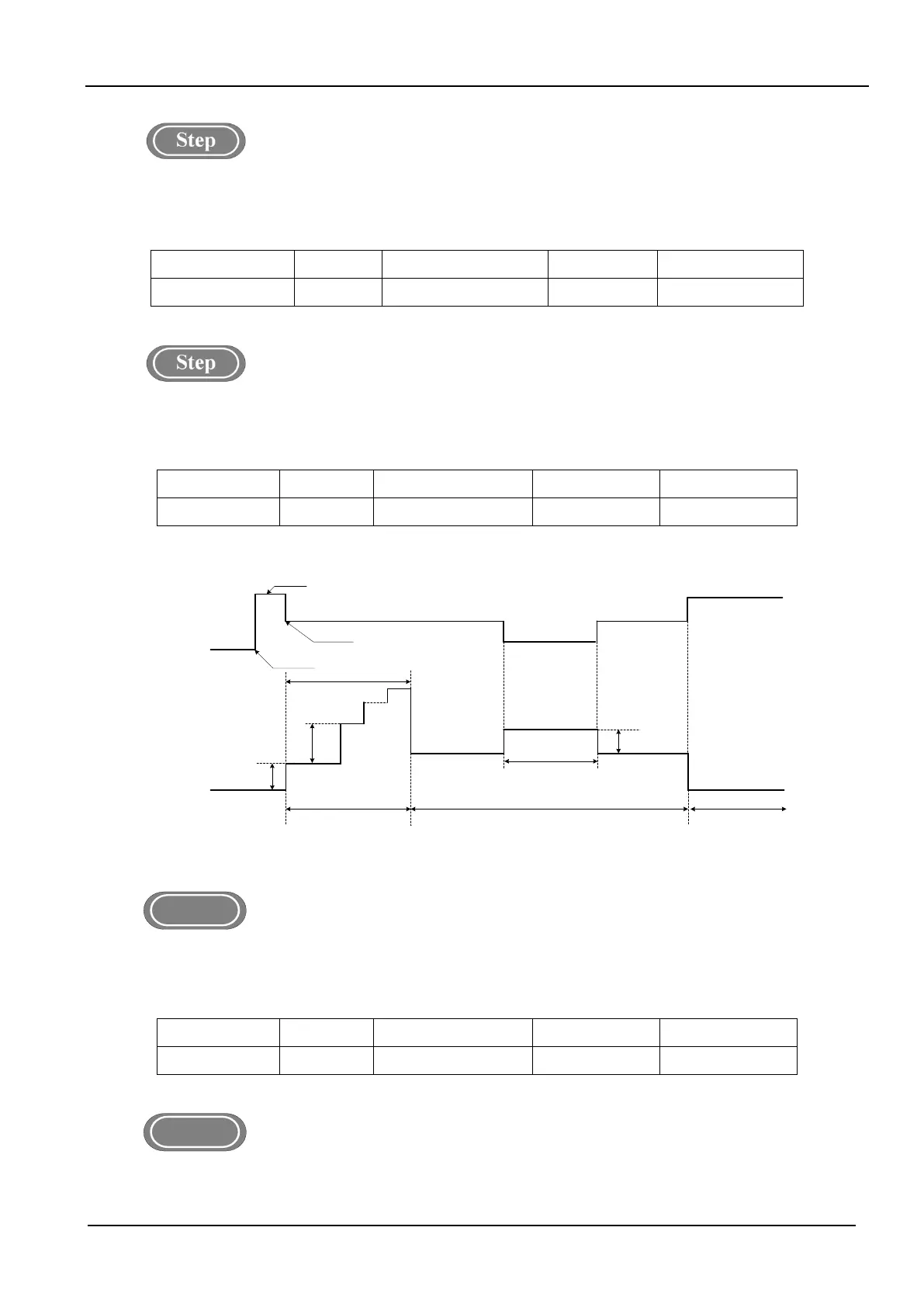
Logic diagram of manual welding parameters.
As shown in the figure3-6.
Arc Striking
Current
Arcing Process
Thrust Current
Short Circuit
Welding Process
Current
Voltage
No-Load Voltage
Welding Machine Power-
On
Contact Workpiece
Hot-Start Time
The End of Welding
Fig.3- 4 Manual Welding Logic Diagram
MMA Arc StartingCurrent(F52)
1. Enter into internal menu by long pressing “Function” key; turn the panel knob to F52.
2. Adjust F52parameters by rotating the right knob (table 3-20)
3. Press “Function” key again to exit from internal menu, F52 parameter settings is completed.
Table3- 20Parameter Table of MMA ArcInitiationCurrent
Function Code Unit Adjusting Range Step Length Default Value
F52 A 0~400A 1A 300A
MMA Hot-Starting Current(F53)
1. Enter into internal menu by long pressing “Function” key; turn the panel knob to F53.
2. Adjust F53parameters by rotating the right knob (table 3-21)
3. Press “Function” key again to exit from internal menu, F53 parameter settings is completed.

 Loading...
Loading...