24 Chapter IV Dex PM3000
Full-Digital Control CO
2
/MAG/MIG Multi-FunctionWelding Machine
1. Press the "Function" keymore than 3 seconds to enter the internal menusettings and the LED will be
on. Press "Function" key to exit the internal functions settings, the LED will go out.
2. Enter the internal menu settings, select the parameters, and press the "Execution" key to confirm;
When the LED displays "OFF", it would use the default welding power parameters.
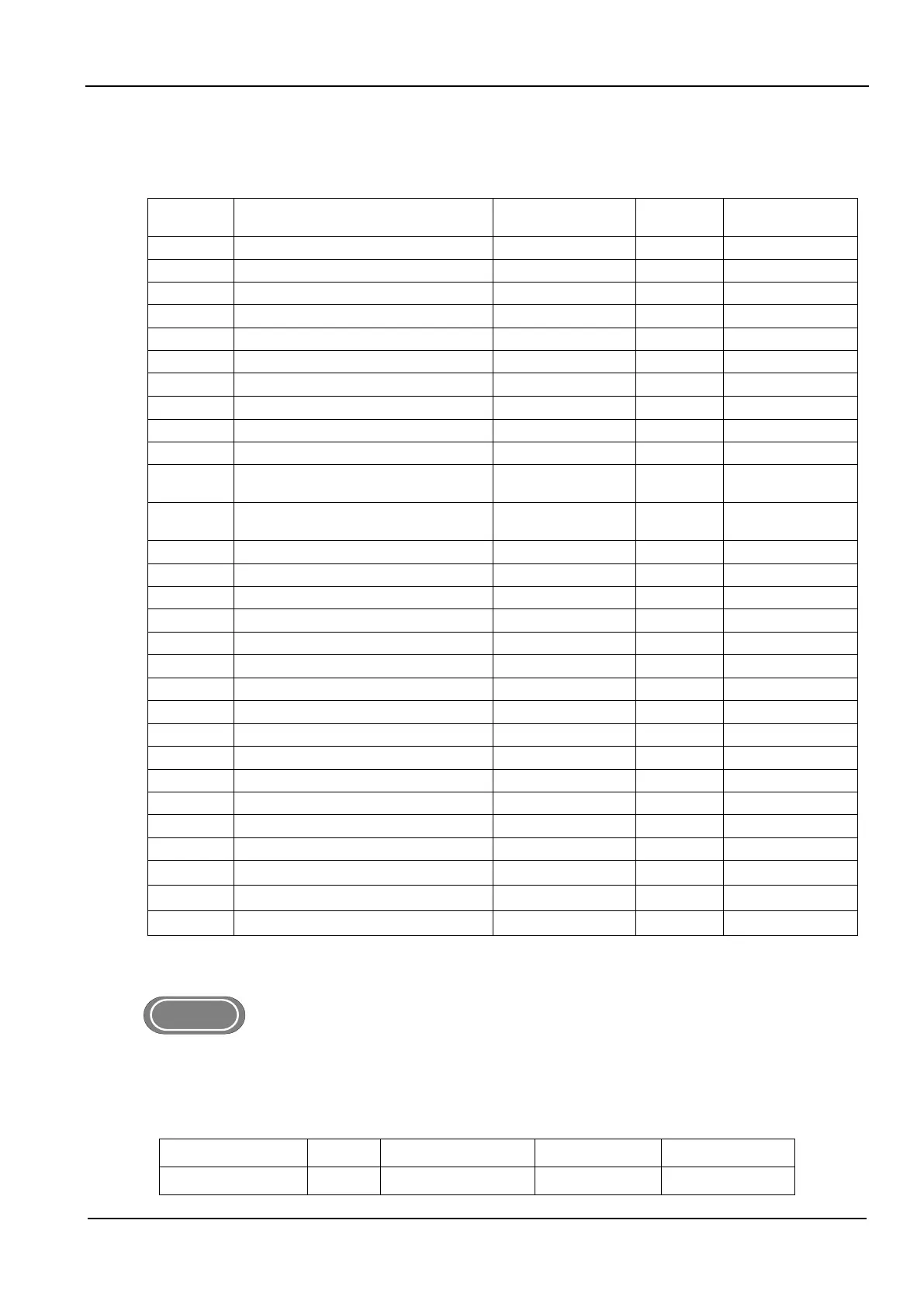
Table4-3Internal Functions
Code
Function Name and Meaning Adjusting Range
Length
Default Value
F01 Reset to Factory Settings
F10 Slow Wire Feeding Speed
1.4~18m/min.
0.1 m/min. 2.4m/min.
F11 Pre-gasTime
0~25s
0.1s 0s
F12 Soft-Start Time
0.001~0.999s
0.001s Automatic Matching
F13 Transition Time of Wire Feeding Speed
0.01~9.99s
0.01s 0.1s
F14 Post-gas Time
0~25s
0.1s 1s
F15 Wire Inching Speed
1.4~8 m/min.
0.1 m/min. Automatic Matching
F20 DC Burn-Back Voltage
12~30V
0.1V 12V
F21 DC Burn-Back Time
0.00~1.00s
0.01s Automatic Matching
F22 DC Chopping Time
0.00~1.00s
0.01s 0.24s
F23
Quick Rising Slope of DC Welding
1~300 1 Automatic Matching
F24
Quick rising Amplitude of DC Welding
Short-Circuit Current
0~500A 1A Automatic Matching
F30 Current Amplitude of Pulse Peak
200~420 A
1A 1250 A
F31 Current Time of Pulse Peak
16~160
1 35
F34 Pulse Burn Back Time
0~1 s
0.01 s Automatic Matching
F35 Pulse ChoppingTime
0~250
1 53
F40 DoublePulse Frequency
0.2~10
0.1 1
F41 DoublePulse Duty Cycle
1~99
1 50
F42 DoublePulse Intensity
0~50
1 20
F43 CorrectedVal ue of Weak Pulse Voltage
-30~30
1 0
F44 CorrectedValue of Intense Pulse Voltage -30~+30 1 0
F52 MMA ArcStrikingCurrent
0~400 A
1A 300A
F53 MMA Hot-StartCurrent
0~60 A
1A 50A
F54 MMA ThrustingCurrent
0~50 A
1A 30A
F55 DC Welding Energy Control 0~200 1 0
FB0 Software Version Query
FB1 Error Record
0~199
FB2 Machine Model Query
FC2 MMA function Switch
OFF
Slow Wire Feeding Speed(F10)
The speed of wire feeding before arc starting.
1. Enter into internal function, and adjust the panel knob to F10.Press the "Fn" key, and the right nixie
tube flashes.
2. Turn the knob on the right panel to adjust the F10 parameters (shownin table 4-4), press the "Fn" key
to confirm, and F10 parameter setting is completed.
Table4-4 Parameter Table of Slow Wire Feeding Speed
Function Code Unit Adjusting Range Step Length Default Value
F10 m/min.
1.4~18 m/min.
0.1 m/min. 1.4 m/min.

 Loading...
Loading...