Chapter IV Dex PM3000 25
Full-Digital Control CO2/MAG/MIG Multi-FunctionWelding Machine
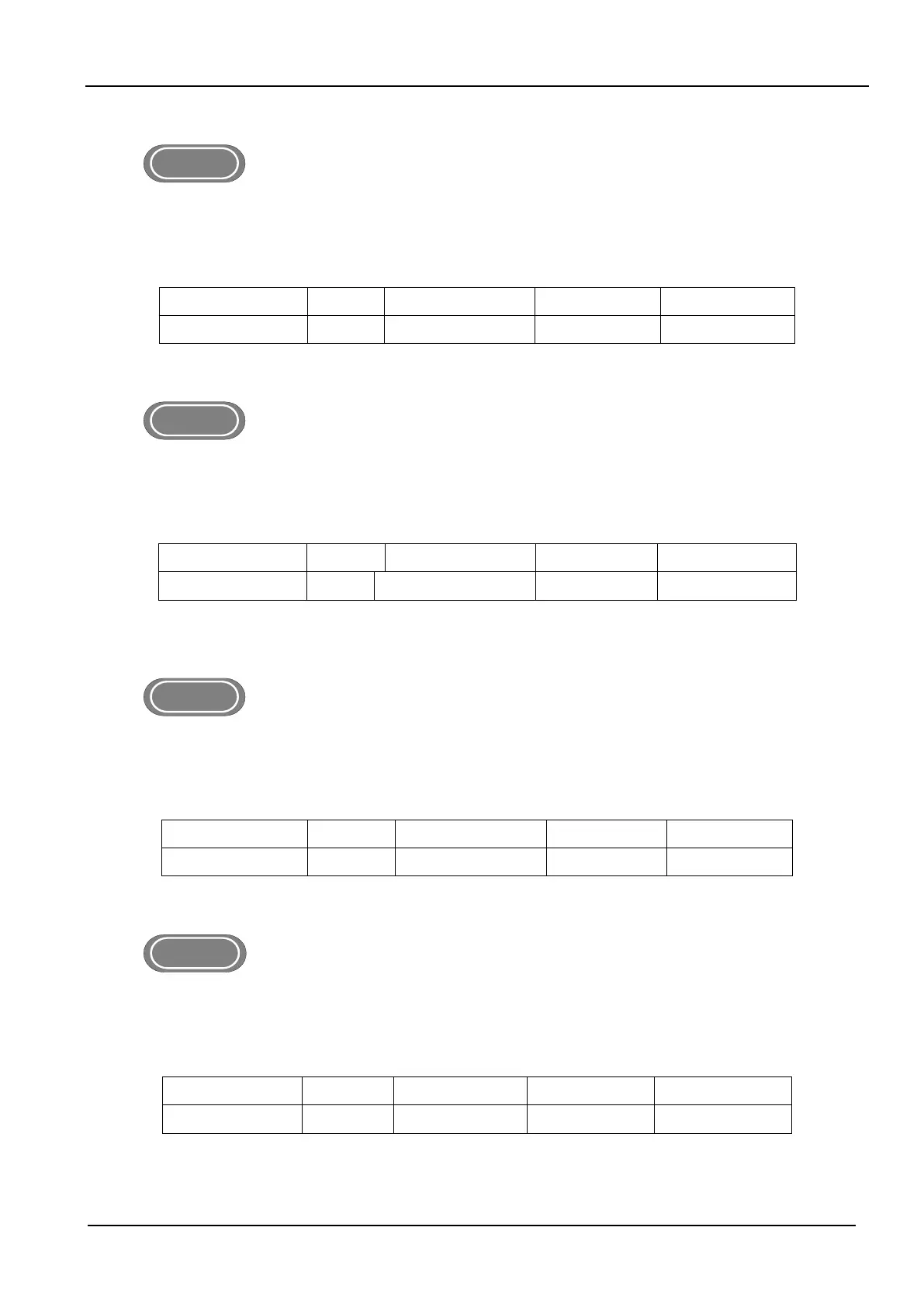
Pre-gasTime(F11)
Gas delivery time before arc starting.
1. Enter into internal function, and adjust the welder panel knob to F11.Press the "Fn" key, and the right
nixie tube flashes.
2. Turn the knob on the right panel to adjust the F11 parameters (shownin table 4-5), press the "Fn" key
to confirm, and F11 parameter setting is completed.
Table4-5 Parameter Table ofPre-gas Time
Function Code Unit Adjusting Range Step Length Default Value
F11 s
0~25 s
0.1 s 0.2 s
Soft-start Time (F12)
Time from the speed of slow wire feeding to arc wire feeding.
1. Enter into the internal function, and adjust the welder panel knob to F12.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F12 parameters (shownin table 4-6), press the "Fn" key
to confirm, and F12 parameter setting is completed.
Table4-6Parameter Table of Hot-start Time
Function Code Unit Adjusting Range Step Length Default Value
F12 s
0.01~0.999s
0.001s Automatic Matching
Transition Time of Wire Feeding Speed (F13)
Time from the arc starting wire speed transition to the given wire feeding speed or the time from the given
wire feeding speed transition to the arc ending wire feeding speed.
1. Enter into the internal function, and adjust the welder panel knob to F13.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F13 parameters (shownin table 4-7), press the "Fn" key
to confirm, and F13 parameter setting is completed.
Table4-7 Parameter Table of Transition Time of Wire Feeding Speed
Function Code Unit Adjusting Range Step Length Default Value
F13 s
0.01~9.99s
0.01 s 0.1 s
Post-gasTime (F14)
Post gas time after arc ending.
1. Enter into the internal function, and adjust the welder panel knob to F14.Press the "Fn" key, and the
right nixie tube flashes.
2. Turn the knob on the right panel to adjust the F14 parameters (shownin table 4-8), press the "Fn" key
to confirm, and F14 parameter setting is completed.
Table4-8 Parameter Table of Lagging Gas Delivery Time
Function Code Unit Adjusting Range Step Length Default Value
F14 s
0~25s
0.1s 1s
Wire Inching Speed (F15)
The wire inching speed under the non-welding condition.

 Loading...
Loading...