MEK-18-S / MAK-18-S Issue 03.2011/Rev. 03 Page 9/20
Driven by a powerful electric motor (1), the welding
rod (2) is fed into the extruder (3) and granulated by
the extruder screw in the process. The screw forces
the granulate into the extruder nozzle, melting it into
a homogeneous, completely plastified mass. As the
molten material exits the extruder nozzle, it is
moulded by a welding shoe (4) to the geometry of
the weld seam to be deposited.
Preheating of the base material to be joined is
accomplished by a preheating nozzle (5) which is
supplied from an integrated hot air unit (6). Air is
supplied either from an external compressor or an
on-board blower.
As the MAK-18-S / MEK-18-S does not provide for
separate setting and control of the hot air
temperature and the melt temperature, we would like
to point out that these two extruder types do not
meet all of the DVS requirements and may therefore
not be used for certain types of welding job.
The melt temperature must have reached the preset
start interlock temperature for the startup timer to
be activated. After the startup timer has timed out,
the start interlock will be released and the extruder
can be started.
The temperature-controlled start interlock prevents
the drive from starting if there is still unmolten
material in the extruder, thus precluding damage to
the unit.
The output rate is variable so that the preheat
temperature can be matched to the weld thickness
5 Startup and Shutoff
5.1 General
In addition to the operating instructions and the
national and local accident prevention regulations
applicable at the place of use, the acknowledged
technical rules for safe and proper working practices
must be observed.
Any working practices posing a safety risk are
prohibited.
Before starting / shutting off the hand extruder, make
sure to carefully read the instructions under section
“Safety”.
Only trained and qualified personnel may be
assigned to the operation of the hand extruder.
5.2 Preparation
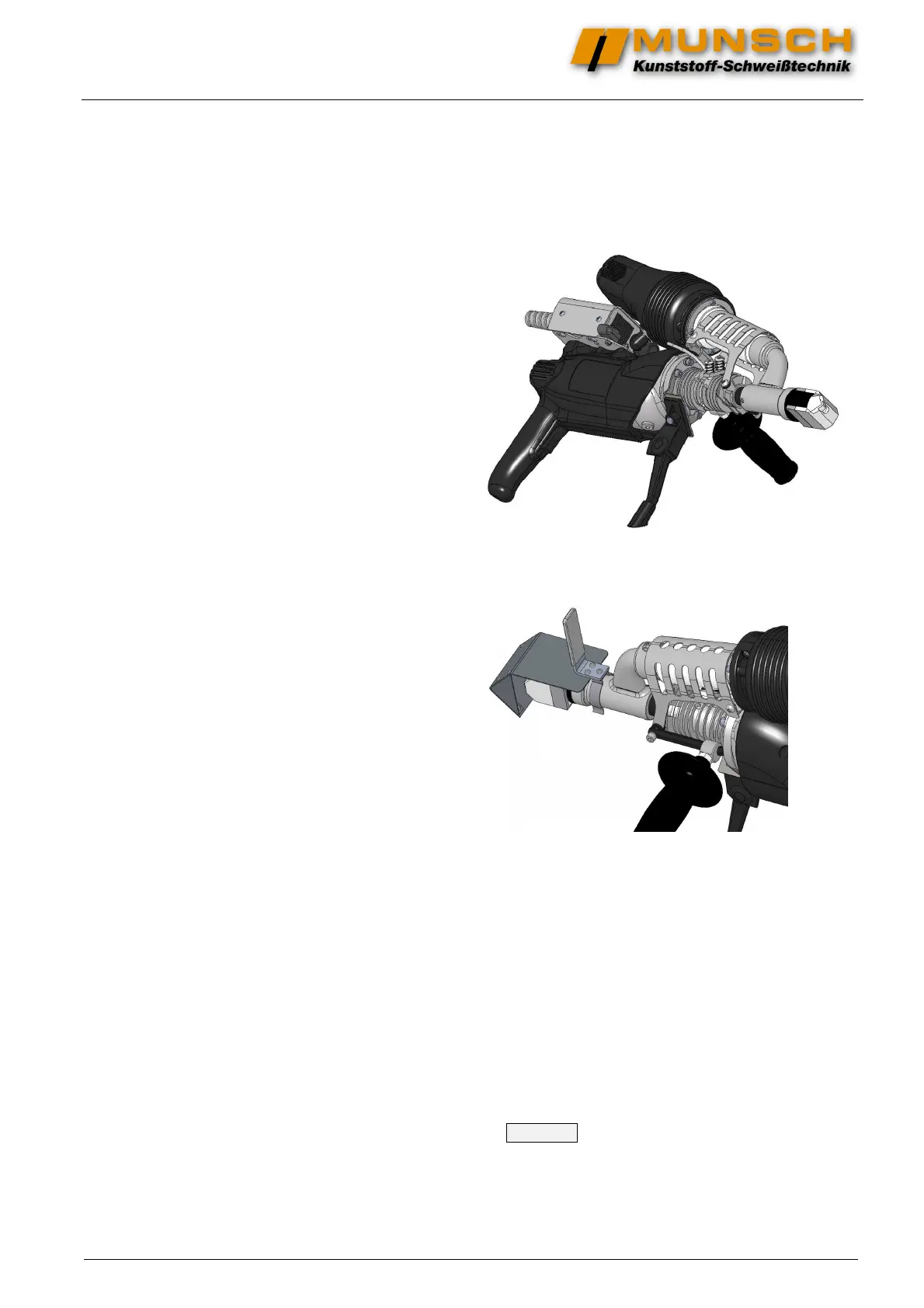
• Swing out the extruder stand and place hand
extruder on a firm support and secure them
against toppling over as shown in the illustration.
• Mount hot air hood
• Position handle
Loosen handle (55) and move it to the ideal
working position by pushing it back and forth. The
handles of these hand extruder models can also
be swivelled upward and downward.
• Only for type MEK hand extruder with external
air supply:
Connect the hand extruder to the external air
source using the hose coupling LW 13 / NM 7.2
provided for this purpose (quick connect-
disconnect); set air rate to 300 l/min at 0.4 bar. A
suitable controller with flow metering function is
recommended for setting the air rate.
CAUTION The supply air must be clean, dry and
free from oil and water.
Never connect an external air source to a
MAK hand extruder.
 Loading...
Loading...