USER MANUAL
Arc Initialization
There are two main methods for arc initialization.
High Frequency Start
This start type is widely employed, and has been around the longest. Although it is older
technology, it works well, and starts quickly. But, because of the high frequency high voltage
power that is required generated to ionize the air, it has some drawbacks. It often interferes
with surrounding electronic circuitry, and can even damage components. Also, a special circuit
is needed to create a Pilot arc. Inexpensive models will not have a pilot arc, and require
touching the consumable to the work to start. Employing a HF circuit also can increase
maintenance issues, as there are usually adjustable points that must be cleaned and
readjusted from time to time.
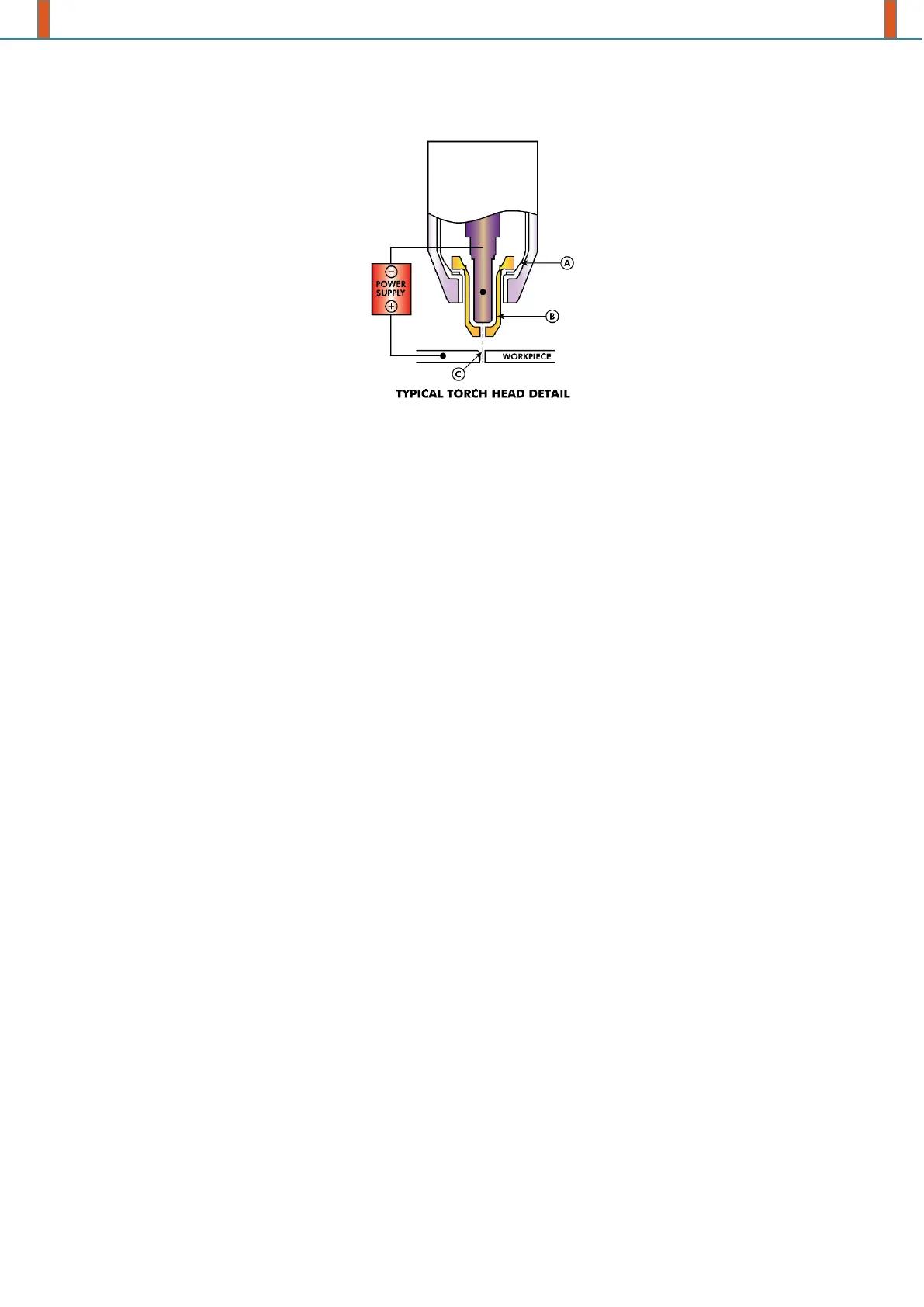
Blowback Start
This start type uses air pressure supplied to the cutter to force a small piston or cartridge
inside the torch head back to create a small start between the inside surface of the
consumable, ionizing the air, and creating a small plasma flame. This also creates a “pilot arc”
that provides a plasma flame that stays on, whether in contact with the metal or not. This is a
very good start type that is now used by several manufacturers. Its advantage is that it
requires somewhat less circuitry, is a fairly reliable and generates far less electrical noise
For entry level air plasma CNC systems, the blowback style is much preferred to minimize
electrical interference with electronics and standard PCs but the High frequency start still rules
supreme in larger machines from 200 amps and up. These require industrial level PC’s and
electronics and even commercial manufacturers have had issues with faults because they have
failed to account for electrical noise in their designs.
CNC Plasma
Plasma operations on CNC machines is quite unique in comparison to milling or turning and is
a bit of an orphan process. Uneven heating of the material from the plasma arc will cause the
sheet to bend and buckle. Most sheets of metal do not come out of the mill or press in a very
even or flat state. Thick sheets (30mm plus) can be out of plane as much as 50mm to 100mm.
Most other CNC gcode operations will start from a known reference or a piece of stock that has a
known size and shape and the gcode is written to rough the excess off and then finally cut the
finished part. With plasma the unknown state of the sheet makes it impossible to generate gcode
that will cater for these variances in the material.
A plasma Arc is oval in shape and the cutting height needs to be controlled to minimize
beveled edges. If the torch is too high or too low then the edges can become excessively beveled.
It is also critical that the torch is held perpendicular to the surface.