USER MANUAL
How to optimize cut quality
The following tips and procedures will help produce square,
straight, smooth and dross-free cuts.
Tips for table and torch:
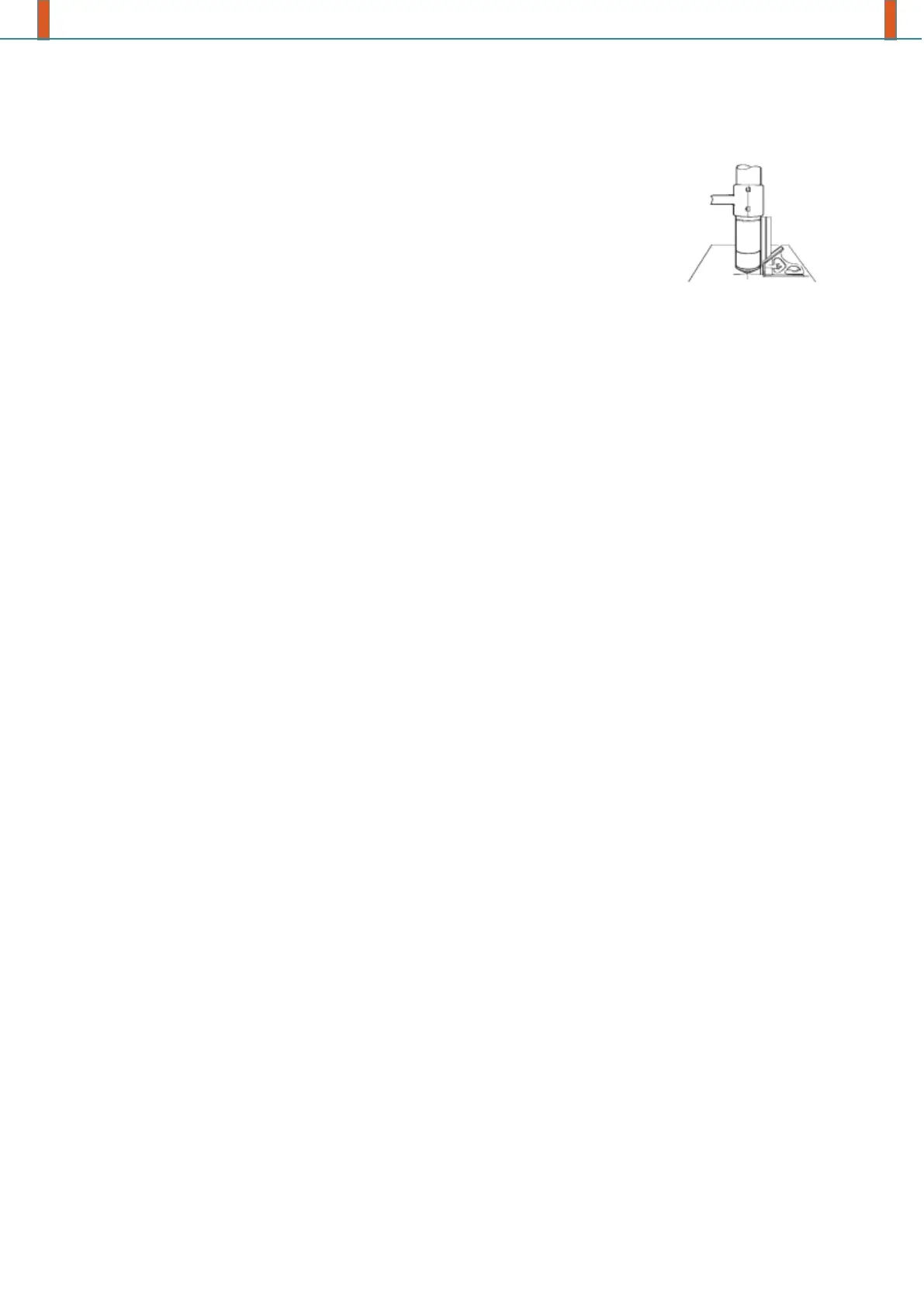
• Use a square to align the torch at right angles to the workpiece.
• The torch may travel more smoothly if you clean, check and “tune” the rails and drive
system on the cutting table.
• Unsteady machine motion can cause a regular, wavy pattern on the cut surface.
• The torch must not touch the workpiece during cutting. Contact can damage the shield
and nozzle, and affect the cut surface.
Plasma set-up tips
Follow carefully each step in the operating cycle for each operating mode, described earlier in this
section.Purge the gas lines before cutting.
Maximize the life of consumable parts
The long life requires that cuts start and stop on the workpiece.
• The torch should never fire into the air.
– Start the cut at the edge of the workpiece is acceptable, as long as the arc is not fired in the
air.
– To start with a pierce, use a pierce height that is 1.5 to 2 times the torch-to-work distance.
• Each cut should end with the arc still attached to the workpiece.
– When cutting drop parts (small parts that drop down after being cut from the workpiece),
check that the arc stays attached to the edge of the workpiece.
Note: Use a continuous cut between parts if possible, so the path of the torch can lead directly
from one cut part into the next, without stopping and starting the arc. However, do not allow the
path to lead off the workpiece and back on, and remember that a chain cut of long duration will
cause electrode wear.
Additional factors of cut quality
Cut angle
A cut part whose 4 sides average less than 4° of cut angle is considered acceptable.
Note: The squarest cut angle will be on the right side with respect to the forward motion of the
torch.
Note: To determine whether a cut-angle problem is being caused by the plasma system or the
drive system, make a test cut and measure the angle of each side. Next, rotate the torch 90° in
its holder and repeat the process. If the angles are the same in both tests, the problem is in the
drive system.
If a cut-angle problem persists after “mechanical causes” have been eliminated check the torch-
to-work distance, especially if cut angles are all positive or all negative.
• A positive cut angle results when more material is re moved from the top of the cut than from
the bottom.
• A negative cut angle results when more material is removed from the bottom of the cut.
Dross
What is dross?