29
DE
Schnitt/Fräsdurchgang(Abb.12).
Wiederholen Sie den Arbeitsschritt auf der zweiten und
anschließendaufdergewünschtenHöhe.Arbeitsgängekönnen
auch unter Verwendung von zwei der Positionen gemacht
werden, wenn sich die gewünschte Frästiefe mit nur zwei
Fräsdurchgängen erreichen lässt.
STARTEN UND STOPPEN (ABB.13)
Halten Sie die Oberfräse gut fest, mit beiden Händen auf den
Griffen. Drücken Sie zuerst den seitlichen Sicherheitsschalter
(13.1) mit dem Daumen nach unten, und betätigen Sie
anschließenddenOn-/Off-Schalter(13.2)mitdemZeigefinger
und halten ihn nach unten gedrückt. Der Sicherheitsschalter
kann jetzt losgelassen werden. Zum Stoppen einfach den
Schalter(Abb.13)loslassen.
VARIABLE DREHZAHL (ABB. 14)
DieEinstellscheibefürdievariableDrehzahl(Abb.14)befindet
sich an der Vorderseite der Maschine. Drehen Sie einfach
die Scheibe, um die Geschwindigkeit zu erhöhen oder zu
verlangsamen. Je kleiner der montierte Fräser ist, desto höher
muß die Drehgeschwindigkeit sein. Je größer der montierte
Fräserist,destolangsamermußdieDrehgeschwindigkeitsein.
EinFräser,dersichzuschnelldreht,versengtdasWerkstück
und hinterlässt eine Brandspur.
FRÄSEN MIT DEM PARALLELANSCHLAG (ABB. 15)
Der Parallelanschlag kann dazu benutzt werden einen Schnitt
parallelzurWerkstückkantezumachen.
Schieben Sie den Parallelanschlag in das Maschinenbett
und stellen Sie den gewünschten Abstand vom Fräser zum
Anschlagein(Abb.15).SichernSiedenAnschlagmitdenzwei
Arretierknöpfen.
HaltenSiedenAnschlagbeimFräsenexaktgegendieKante
desWerkstücks.
Für rundschnitte: Den Parallelanschlag demontieren und
den beiliegenden Bohrer (Abb. 22-1) auf einer der beiden
Verlängerungen montieren
Für schnitte auf ungleichmässigen profilen: An dem
Parallelanschlag kann die entsprechende Rolle wie in der
Abblidunggezeigt (Abb. 20) montiertwerden.Führen Sie die
Fräse mit leichtem seitlichen Druck längs der Kante des zu
fräsendenWerkstücks.
FRÄSRICHTUNG (ABB. 16)
Um „Fräservibration“ zu vermeiden und zur Erzielung der
besten Ergebnisse muss bei Außenschnitten entgegen dem
Uhrzeigersinn und bei Innenschnitten im Uhrzeigersinn gefräst
werden(Abb.16).
AUSWECHSELN DER KOHLEBÜRSTEN (ABB. 17&18)
Wenn die Leistung Ihrer Oberfräse nachlässt oder wenn
übermäßigerFunkenschlag durch dieLüftungsschlitzean der
Oberseite der Maschine sichtbar ist, müssen die Kohlebürsten
ausgewechselt werden.
Entfernen Sie die beiden Kreuzkopfschrauben, die die
Abdeckung (Abb. 17) der Kohlebürsten sichern. Nehmen Sie
dieAbdeckungvorsichtigab.
ZiehenSie die Bürsten (eineaufjeder Seite) nach obenund
nach außen. Achten Sie sorgfältig darauf, dass keine Kabel
beschädigt oder herausgezogen werden. Halten Sie die
schwarzeAußenhülle (18.1) fest und entfernen Sie die unter
FederspannungstehendeKohlebürste(Abb.18).
Die Kohlebürsten, die bei Ihrem Händler erhältlich sind, müssen
immer paarweise ausgewechselt werden. Stecken Sie die
neuenKohlbürstenwiederanihrenPlatz.WiederholenSieden
Vorgang auf der anderen Seite.
StellenSiesicher,dassdieLüftungsschlitzederMaschinefrei
von Sägemehl/Sägespänen usw. gehalten werden. Halten Sie
die Kolbenführung sauber und mit einem leichten Mehrzwecköl
geschmiert. Es gibt an dieser Maschine keine anderen, vom
AnwenderzuwartendenTeile.
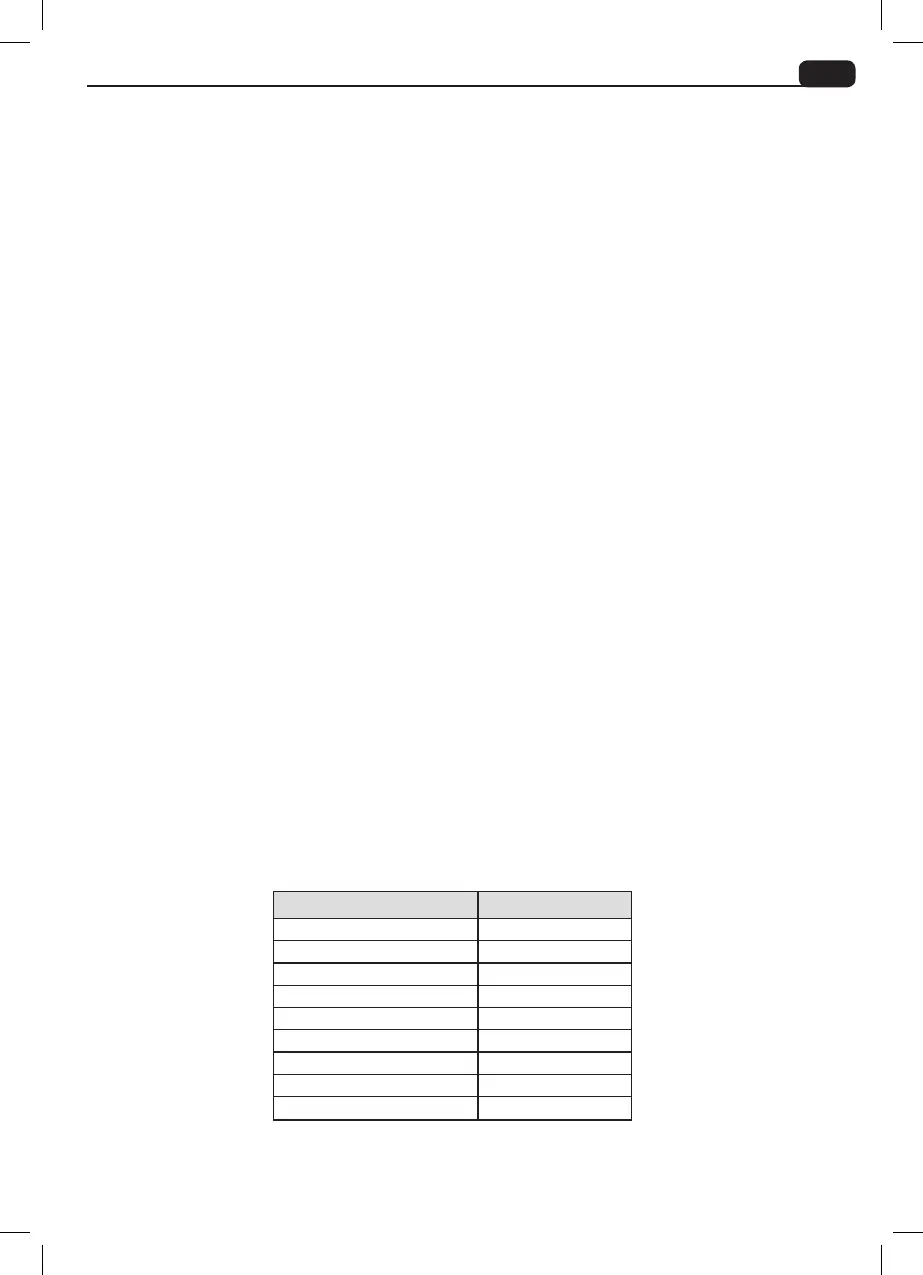
TECHNISCHE DATEN NR1200
Netzanschluss 230V ~ 50 Hz
Motorleistung 1200W
Spannfutter 8 mm / 6 mm
Variable Drehzahl 11500-30000min
-1
Frästiefe 44 mm
Schalldruckpegel
L
PA82,23dB(A)
Schallleistungspegel
L
WA95,23dB(A)
Vibrationspegel 3,84 m/s
2
Gewicht 5.5 kg