84
RU
достигнитенужной.
Если для достижения нужной глубины достаточно двух
проходов,ихможнотакжевыполнитьприпомощидвухпозиций
регулятора.
ПУСК И ОСТАНОВКА (РИС. 13)
Крепкодержитемашину,держаоберукинарукоятках.Сначала
большимпальцемнажмитебоковуюкнопкубезопасности(рис.
13.1),апотомнажмитенавыключательВКЛ/ВЫКЛ(рис.13.2)
указательнымпальцемидержитеегонажатым.Теперьможно
отпустить кнопку безопасности. Чтобы остановить машину,
достаточноснятьпалецсвыключателяВКЛ/ВЫКЛ(рис.13).
ДИАПАЗОН РАБОЧИХ СКОРОСТЕЙ (РИС. 14)
Фрезернаямашина можетработатьна различныхскоростях,
задать которые можно с помощью соответствующего
переключателя (рис. 14). Переключатель расположен в
передней части машины. Для повышения или снижения
скорости достаточно повернуть переключатель. Чем меньше
фреза, установленная на фрезеровальной машине, тем с
большейдолжнабытьскоростьвращения.
Чем больше фреза, установленная на фрезеровальной
машине,темсменьшейдолжнабытьскоростьвращения.
Помните,чтоприработесбольшойскоростьюнаконечник/
фрезабыстроперегреваетсяиможетоставлятьнадереве
пережженныеследы.
НАПРАВЛЯЮЩАЯ ПАРАЛЛЕЛЬНОСТИ (РИС. 15)
Используется для получения параллельных проходок
фрезы через определенные промежутки вдоль кромки
обрабатываемогоматериала
Установите направляющую параллельности на станите
машиныизадайтенужныйинтервалпроходки(рис.15).
Заблокируйте направляющую в заданном положении при
помощидвухручекблокировки.
Во время работы направляющая всегда должна упиратьсяв
кромкуобрабатываемогоматериала.
Для исполнения круговых разрезов: демонтировать
параллельнуюнаправляющуюиприменитьпредоставленный
наконечник(22,Рис.1)наоднойизудлинительныхштанг.
Для исполнения разрезов на профилях неправильной
формы: к структуре параллельной направляющей может
быть применена соответсвующий ролик, как показано (рис.
20). Направлять фрезеровальную машину, лёгким боковым
давлением,вдолькраяфрезеруемойдетали.
НАПРАВЛЕНИЕ РАБОТЫ (РИС. 16)
Чтобы рабочая часть фрезы не вибрировала и чтобы
получить лучший результат, фреза должна двигаться против
часовойстрелкинабортахикромкахипочасовойстрелкена
внутреннейчастиобрабатываемогоматериала(рис.16).
ЗАМЕНА УГОЛЬНЫХ ЩЕТОК (РИС. 17 И 18)
Если качество работы машины ухудшилось или через
вентиляционныепрорезивверхукорпусазаметночрезмерное
искрение,необходимосменитьугольныещетки.
Пара щеток расположена по одной с каждой стороны.
Вывинтите винт с крестовым шлицем, крепящий держатель
щетки (рис. 17). Аккуратно снимите его. Потяните щетку
движением наружу верх. Действуйте осторожно, чтобы не
задетьокружающиепровода.Взявдержатель(черногоцвета)
вруку(рис.18.1),вытащитеподпружиненнующетку(рис.18).
Вставьтеновующеткунаместо.Повторитеоперациюсдругой
стороны. При смене следует заменять всю пару. За новым
комплектом обращайтесь к авторизованному поставщику
запасныхчастей.
Проверьте, чтобы вентиляционные прорези корпуса не
были забиты пылью или стружками. Следите за чистотой
направляющих врезного фрезерования и периодически
смазывайтеихуниерсальнымсмазочныммаслом.
Другихдеталей,которыепользовательдолжензаменятьили
обслуживатьсамостоятельно,вмашиненет.
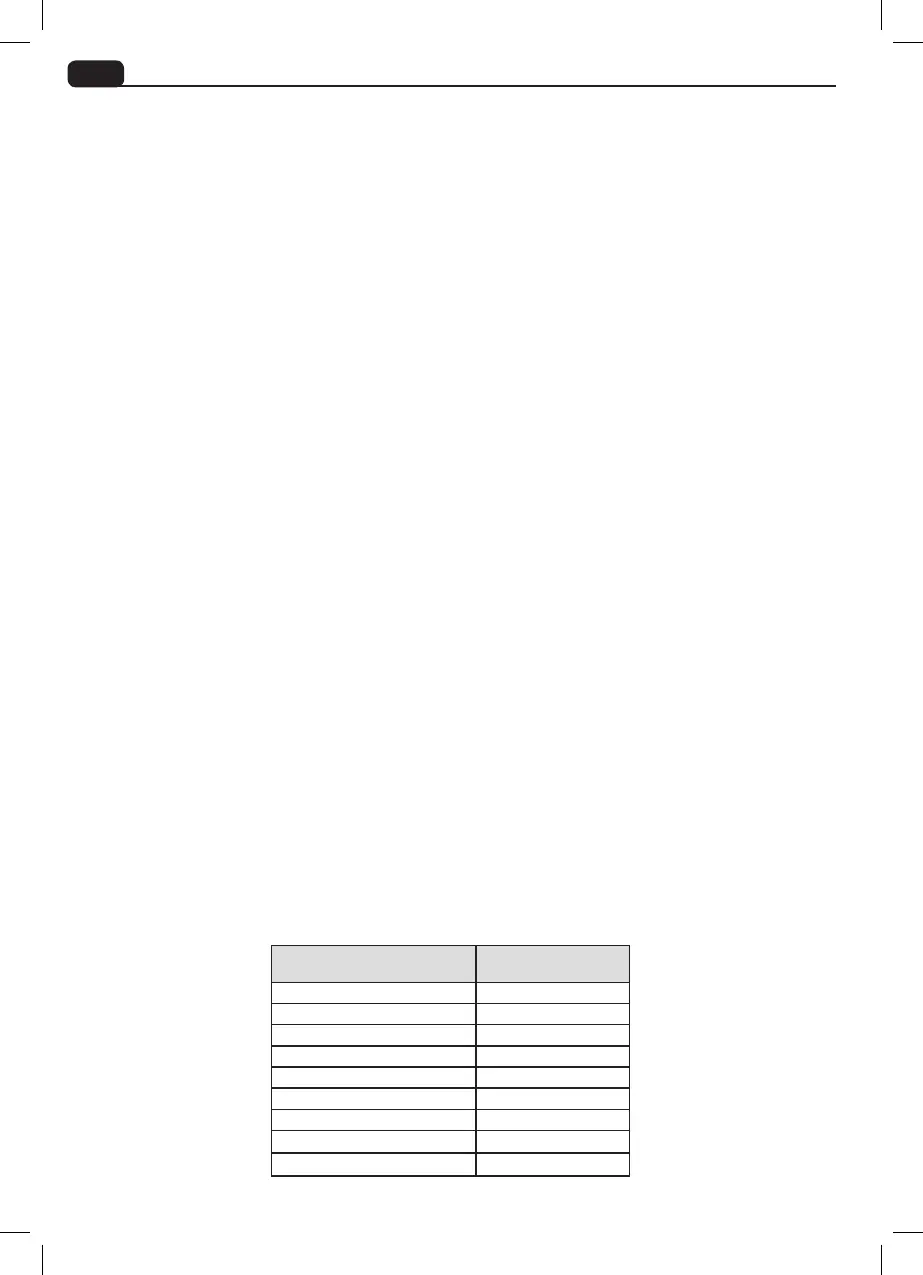
ТЕХНИЧЕСКАЯ
СПЕЦИФИКАЦИЯ
NR1200
Напряжениеэлектросети
230V ~ 50 Hz
Мощностьдвигателя
1200W
Патрон 8 mm / 6 mm
Скоростнойдиапазон
11500-30000min
-1
Глубинафрезерования
44 mm
Акустическоедавление
L
PA82,23dB(A)
Акустическаямощность
L
WA95,23dB(A)
Уровеньвибрации
3,84 m/s
2
Масса 5.5 kg