69
PL
(13.2) i przytrzymać wciśnięty. Teraz można zwolnić przycisk
bezpieczeństwa. Aby wyłączyć maszynę wystarczy zwolnić
wyłącznik On/Off (rys. 13).
ZMIENNA PRĘDKOŚĆ (RYS. 14)
W przedniej części maszyny znajduje się przełącznik zmiennej
prędkości (rys. 14). W celu zwiększenia lub zmniejszenia
prędkości wystarczy obrócić przełącznik. Im mniejszy jest
frez zamontowany na frezarce, tym większa powinna być
jego prędkość obrotu. Im większy jest frez zamontowany na
frezarce, tym mniejsza powinna być jest jego prędkość obrotu.
STOSOWANIE RÓWNOLEGŁEJ PROWADNICY
(RYS. 15)
Równoległa prowadnica może być używana do wykonania
cięcia na odległość równoległą do krawędzi detalu w obróbce.
Wprowadzić równoległą prowadnicę do
podstawy frezarki i
nastawić określoną odległość od frezu do prowadnicy (rys. 15).
Zamocować prowadnicę w danej pozycji za pomocą dwóch
gałek blokujących. Trzymać mocno prowadnicę na brzegu
detalu do obrabiania i wykonać operację.
Aby wykonać cięcia okrężne: wymontować równoległą
prowadnicę i założyć wiertło znajdujące się w wyposażeniu
urządzenia (22, Rys. 1) na jednym z dwóch drążków
przedłużenia.
Aby wykonać cięcia na nieregularnych profilach: istnieje
możliwość zamontowania specjalnego pokrętła na równoległej
prowadnicy, jak pokazano na rys. 20. Prowadzić frezarkę wzdłuż
krawędzi frezowanego przedmiotu, lekko naciskając z boku.
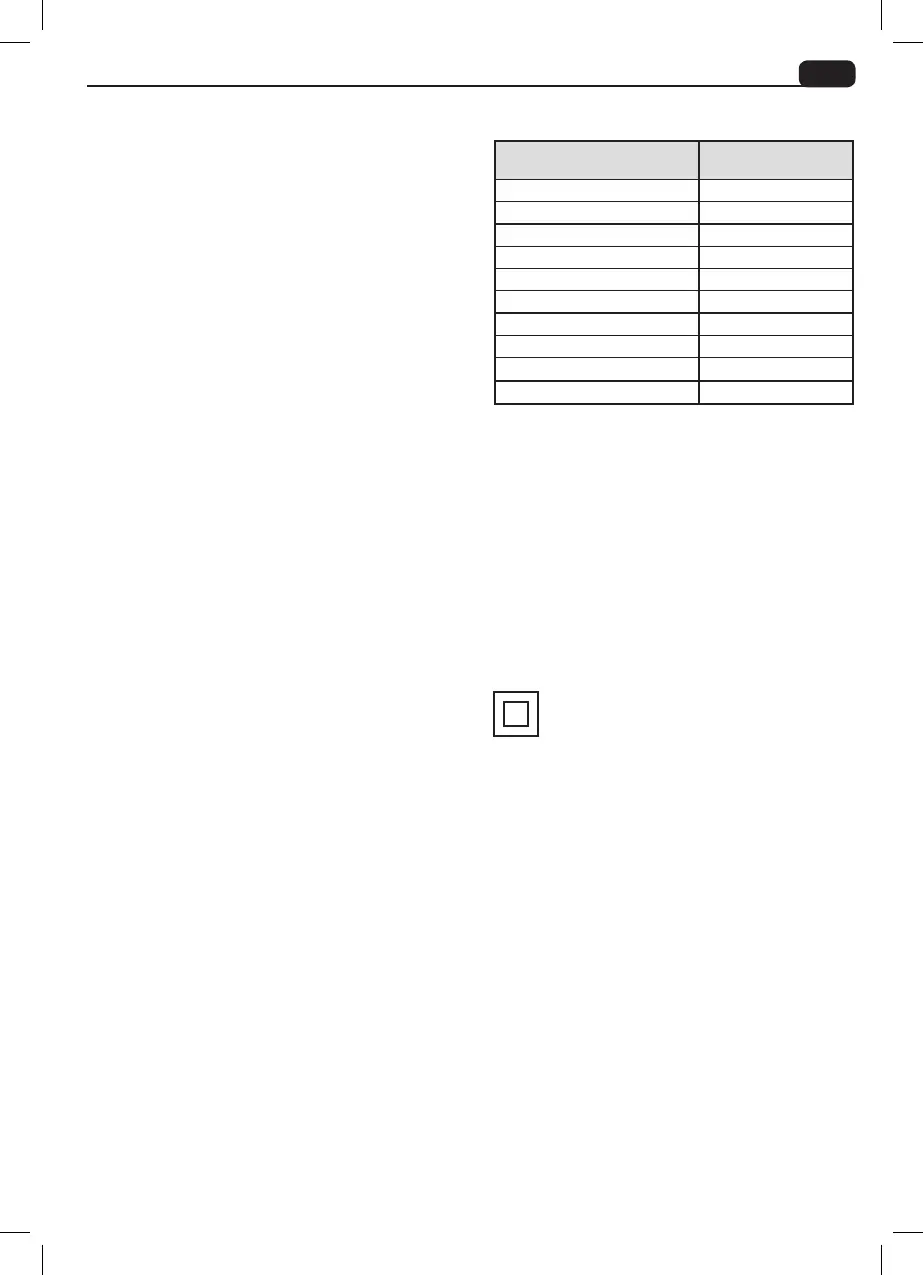
CHARAKTERYSTYKI
TECHNICZNE
NR1200
Napięcie 230V ~ 50 Hz
Pojemność silnika 1200W
Tuleja zaciskowa 8 mm / 6 mm
Prędkość zmienna 11500 - 30000 min
-1
Głębokość frezowania 44 mm
Poziom ciśnienia dźwiękowego
L
PA 82,23 dB(A)
Poziom mocy dźwiękowej
L
WA 95,23 dB(A)
Poziom wibracji 3,84 m/s
2
Niepewność pomiaru k=1,5 m/s
KIERUNEK CIĘCIA (RYS. 16)
W celu uniknięcia wibracji ostrza, i aby uzyskać lepsze rezultaty,
cięcia muszą być wykonane w kierunku przeciwnym do ruchu
wskazówek zegara jeśli są zewnętrzne, a w kierunku zgodnym
z ruchem wskazówek zegara jeśli są wewnętrzne (rys. 16).
WYMIANA SZCZOTEK WĘGLOWYCH (RYS. 17 I 18)
Jeśli osiągi frezarki są niewystarczające lub można zauważyć
dużo iskier w otworach na górnej części maszyny, to wtedy
należy wymienić szczotki węglowe.
Odkręcić dwie śruby o nacięciu krzyżowym, które mocują pokrywę,
znajdującą się nad szczotkami (rys. 17).
Wyjąć ostrożnie pokrywę.
Zidentyfikować szczotki (jedna z każdej strony), podnieść
je i wyjąć. Należy zwracać uwagę, ażeby nie uszkodzić
okablowania. Przytrzymać zewnętrzny czarny korpus (18.1) i
wyjąć luźną szczotkę węglową (rys. 18).
Wymieniać zawsze obydwie szczotki, zamawiając ich parę
u własnego dostawcy. Zamontować ponownie szczotkę we
właściwej pozycji. Powtórzyć czynność po drugiej stronie.
Skontrolować, czy otwory wentylacyjne maszyny pozbawione są
trocin/wiórów itp. Utrzymywać prowadnice czyste i odpowiednio
smarować je lekkim uniwersalnym olejem. Nie ma innych części
tego urządzenia, które użytkownik powinien konserwować.
Masa 5.5 kg
2
Poziom natężenia dzwięku na stanowisku pracy może przekraczać
85 dB(A) więc konieczne jest używanie zabezpieczenie słuchu.
Deklarowana wartość wibracji została zmierzona zgodnie
z określonymi normami EN 60745 i może być użyta do porównania
z innymi elektronarzędziami. Może być również wykorzystywana
we wstępnej ocenie narażenia.
UWAGA. Wartość poziomu drgań może odbiegać od deklarowanej
wartości w zależności od sposobu ekspluatowania urządzenia.
Jeżeli elektronarzędzie użyte zostanie do innych zastosowań lub
z innymi narzędziami roboczymi oraz jeśli nie bylo odpowiednio
konserwowane, poziom drgań może się różnić od podanego.
Określając poziom drgań, trzeba mieć również na uwadze okresy
gdy elektronarzędzie jest wyłączone, lub gdy jest włączone ale
nie jest używane przy pracy.
UWAGA.
PRODUKT WYPRODUKOWANO W II KLASIE
OCHRONNOŚCI I Z TEGO WZGLĘDU NIE MUSI
BYĆ UZIEMIONY