www.parweld.com
6
3.0 Technical Specicaons
Machine Model
XTI-160 XTI-161 DV
Input voltage 230V +/- 10%
230/110V +/-
10%
Frequency 50/60Hz 50/60Hz
Input current
32A max
16 e
25/42.5A max
16/27 e
Fuse rang 16A 16/32A
Output OCV 62 58
Output load
voltage
20.2-26.4 20.2-26.4
Output Current 5-160A DC 5-160A DC
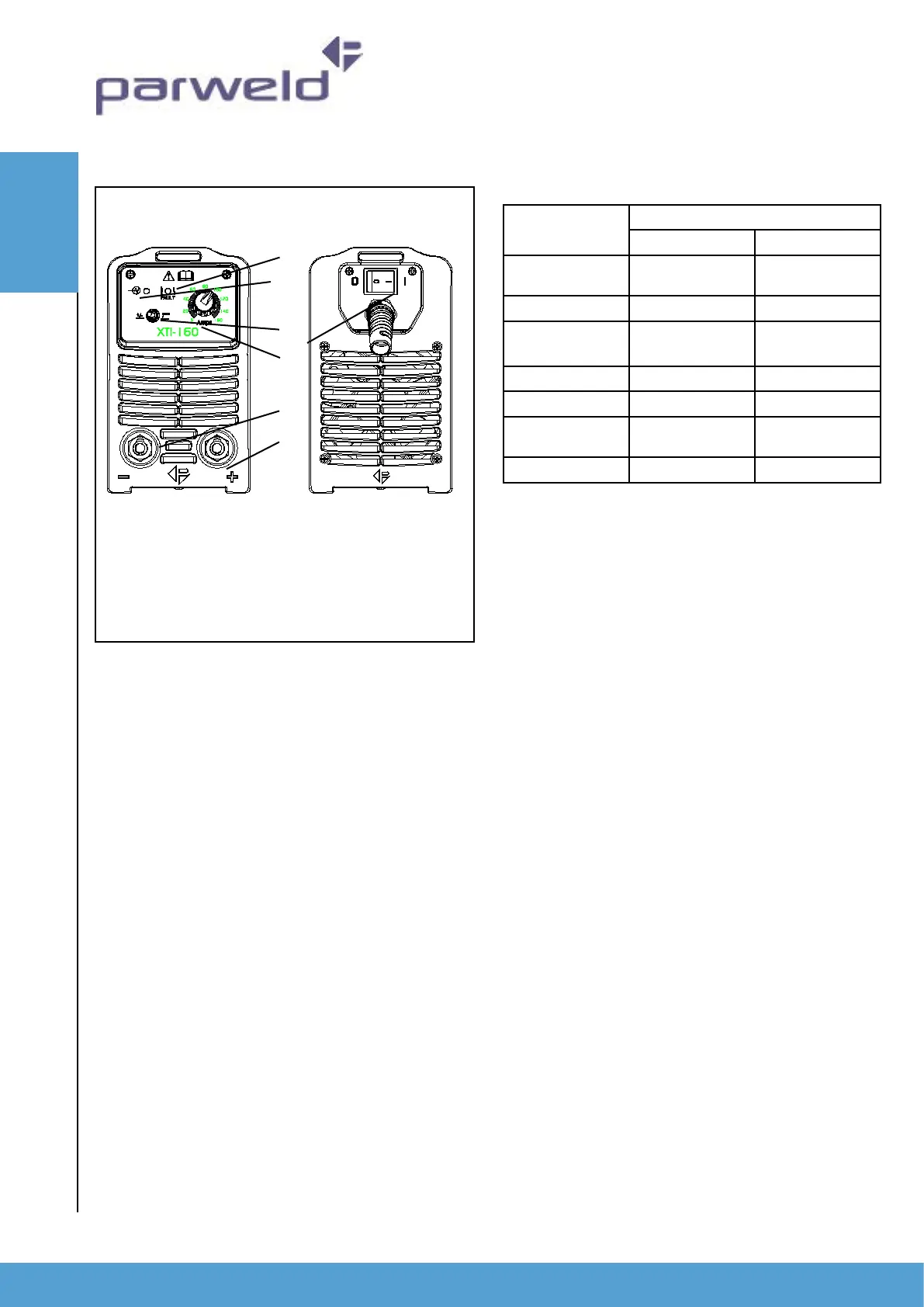
4.0 Descripon of Controls
1) ON OFF Switch for switching on or o the mains
supply to the machine. Note the output of the
machine is permanently on unless the on/o switch is
in the o posion.
2) Fault light This indicates a fault or over temperature
condion with the machine refer to the fault nding
secon for further informaon
3) Power light This indicates mains power is applied
to the machine and that the machine is currently
switched on when the light is illuminated
4) MMA/LIFT-ARC selector switch Used to select
between MMA welding mode and Li-arc TIG welding.
5) Output power control for adjustment of the power
out put of the machine in LIFT-TIG or MMA mode
6) Output power connecon - (Negave) this is the
50mm Dinse connecon socket for the connecon of
the negave welding lead.
7) Output power connecon + (Posive) this is the
50mm Dinse connecon socket for the posive
welding lead.
5.0 Installaon
Read enre installaon secon before starng
installaon.
SAFETY PRECAUTIONS
• ELECTRIC SHOCK can kill.
• Only qualied personnel should perform this
installaon.
• Only personnel that have read and understood the
Operang Manual should install and operate this
equipment.
• Machine must be grounded per any naonal, local
or other applicable electrical regulaons.
• The power switch is to be in the OFF posion when
installing work cable and electrode cable and when
2.0 Product Descripon
This welding machine is manufactured
using advanced inverter technology. The input
voltage is reced to DC and then inverted to high
frequency AC voltage. before being converted back
to DC for the output .This allows the use of a much
smaller transformer and so allowing weight saving and
improved power eciency.
1
2
3
4
5
6
7
COntrOlS