www.parweld.com www.parweld.com
7
connecng other equipment.
5.1 Unpacking the Machine
Carefully remove the machine from the packaging,
we recommend you retain the packaging unl the
machine has been fully installed and tested incase it
has been damaged in transit and has to be returned to
the re-seller.
5.2 Locaon
Be sure to locate the welder according to the following
guidelines:
In areas, free from moisture and dust.
Ambient temperature between 0-40
0
C.
In areas, free from oil, steam and corrosive gases.
In areas, not subjected to abnormal vibraon or shock.
In areas not exposed to direct sunlight or rain.
Place at a distance of 12” (300 mm) or more from
walls or similar that could restrict natural airow for
cooling.
5.3 Input and grounding connecon
WARNING
Before starng the installaon, check that your
power supply is adequate for the voltage, amperage,
phase, and frequency specied on the Machine
nameplate.
Operate the welding power source from a single-
phase 50/60 Hz, AC power supply. The input voltage
must match one of the electrical input voltages shown
on the input data label on the unit nameplate. The
XTI-161 RC machine should only be used on 230v
supply. Refer to the specicaons table for voltage
tolerances. The XTI-161 DV will automacally switch
between 110 or 230V input with adjustment of the
machine.
Have a qualied electrician connect the input plug.
For long runs over 30m , larger copper wires should
be used. The green/yellow wire in the input cable
connects to the frame of the machine. This ensures
proper grounding of the machine when the machine
plug is inserted into the receptacle.
5.4 Output Polarity Connecons
Electrode polarity
MMA electrodes are generally connected to the ‘+’
terminal and the work lead to the ‘-‘terminal
But if in doubt consult the electrode manufacturer’s
literature.
IF TIG welding the torch should always be connected
to the ‘-’ terminal.
5.5 Torch installaon
MMA cable connecons
Connect electrode lead to posive terminal
TIG welding cable connecon
Connect the TIG torch to the - terminal
5.6 Work return lead connecon
MMA cable connecons
Connect work lead to negave terminal
TIG welding
Connect the work return lead to the + terminal
6.0 Operaon
WARNING
When using an open arc process, it is necessary to
use correct eye, head, and body protecon.
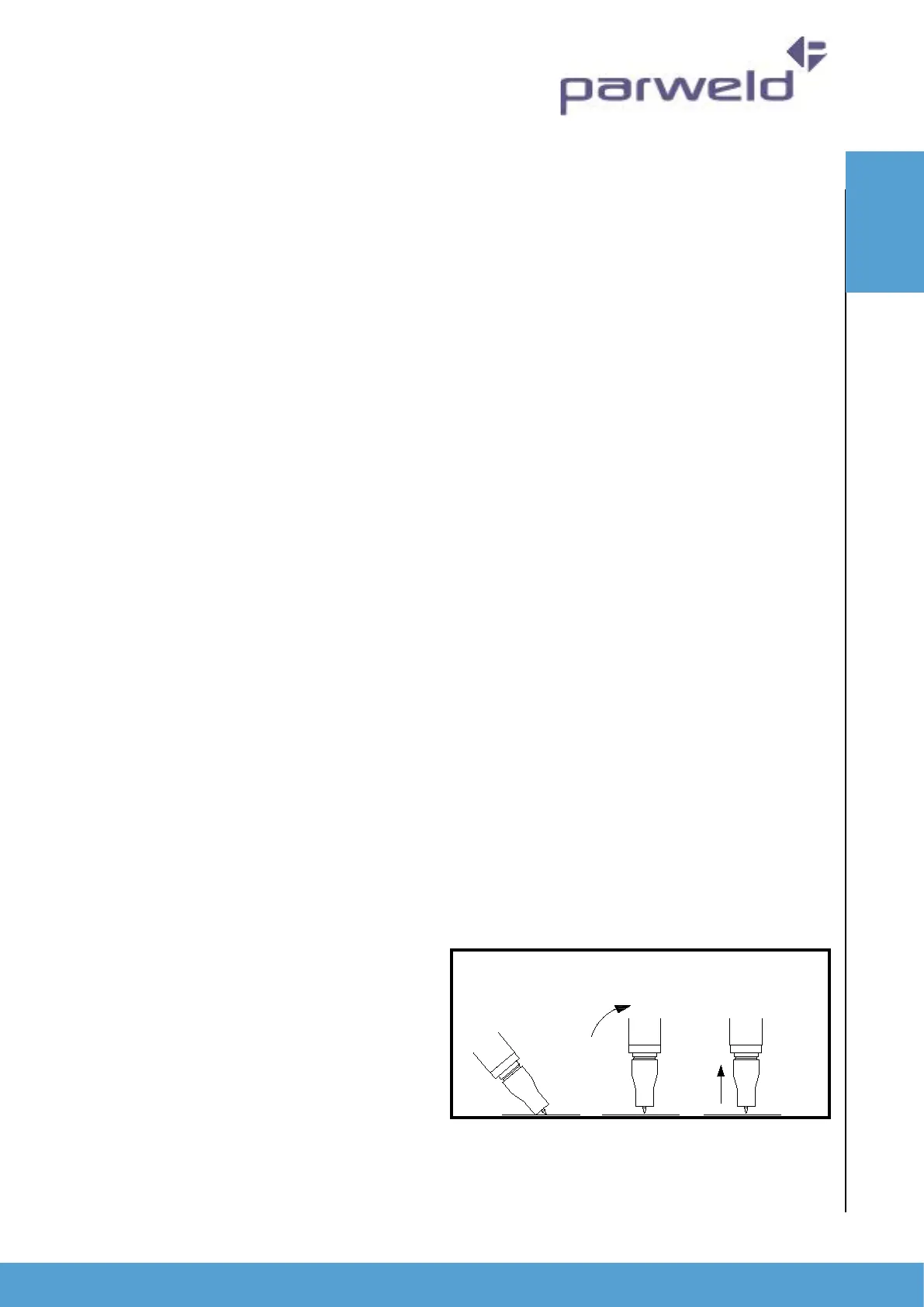
6.1 MMA Welding Guide
Eects of MMA welding various materials
High tensile and alloy steels
The two most prominent eects of welding these
steels are the formaon of a hardened zone in the
weld area, and, if suitable precauons are not taken,
the occurrence in this zone of under-bead cracks.
Hardened zone and under-bead cracks in the weld
area may be reduced by using the correct electrodes,
preheang, using higher current sengs, using larger
electrodes sizes, short runs for larger electrode
deposits or tempering in a furnace.
Manganese steels
The eect on manganese steel of slow cooling from
high temperatures is enbrilement. For this reason it
is absolutely essenal to keep manganese steel cool
during welding by quenching aer each weld or skip
OperatIOn