www.parweld.com
8
6.2 Basic TIG Welding guide
Tig welding cable connecon
Connect the TIG torch to the - terminal and the work
lead to the + terminal for direct current straight
polarity. Direct current straight polarity is the most
widely used polarity for DC TIG welding. It allows
limited wear of the electrode since 70% of the heat is
concentrated at the work piece. Connect the gas hose
on the TIG torch to the gas outlet on the gas regulator.
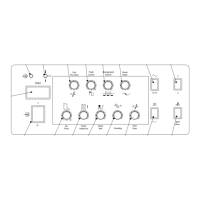
Move the selector switch on the front panel of the
machine to the LIFT-TIG posion.
Torch starng in Li TIG mode
Ensure the gas supply is switched on and gas is owing
from the front of the torch nozzle. Briey contact the
p of the tungsten electrode down onto the work
piece with the torch at around 70
0
from vercal, li
the torch up from the work piece to draw out an arc.
To prevent melng of the end of the tungsten the
machine will increase the output current when it
detects the rise in arc voltage as the tungsten is lied
from the work piece.
TIG welding guide ranges
Electrode diameter DC current (amps)
0.040” (1.0mm) 30 – 60
1/16” (1.6mm) 60 – 115
3/32” (2.4mm) 100 – 165
Tungsten electrode types
Electrode
type
Welding applicaon
Colour
code
Thoriated
2%
DC welding of mild steel,
stainless steel and copper.
Excellent arc starng, long life,
high current carrying capacity.
RED
Ceriated 2%
DC welding of mild steel,
stainless steel, copper,
aluminium, their alloys longer
life, more stable arc, easier
starng, wider current range,
narrower more concentrated
arc
GREY
welding to distribute the heat.
Cast iron
Most types of cast iron, except white iron, are
weldable. White iron, because of its extreme
brileness, generally cracks when aempts are made
to weld it. Trouble may also be experienced when
welding white-heart malleable, due to the porosity
caused by gas held in this type of iron.
Copper and alloys
The most important factor is the high rate of heat
conducvity of copper, making preheang of heavy
secons necessary to give proper fusion of weld and
base metal.
Types of electrodes
Arc welding electrodes are classied into a number
of groups depending on their applicaons. There are
a great number of electrodes used for specialized
industrial purposes which are not of parcular interest
for everyday general work. These include some low
hydrogen types for high tensile steel, cellulose types
for welding large diameter pipes, etc. The range of
electrodes dealt with in this publicaon will cover the
vast majority of applicaons likely to be encountered;
are all easy to use and all will work on even the most
basic of welding machines.
Metals being joined & electrode comments
Mild steel
6013 ideal electrodes for all general purpose work.
Features include outstanding operator appeal, easy
arc starng and low spaer.
Mild steel
7014 all posional electrode for use on mild and
galvanized steel furniture, plates, fences, gates, pipes
and tanks etc. Especially suitable for vercal down
welding.
Cast iron
99% nickel suitable for joining all cast irons except
white cast iron
Stainless steel
318l-16 high corrosion resistance. Ideal for dairy work,
etc. On stainless steels.
Fault
FInDInG