1/01 E Service Instructions 29
Start-Up
For reasons of fire precautions,
the machine is supplied with an
empty oil tank.
When filling in fresh hydraulic oil,
follow the instructions given un-
der "Hydraulic Oil Change" in the
Operating Instructions manual.
For oil grades to be used, refer to
"Lubricants" in the Operating In-
structions manual.
When starting up the system, first
check whether the clamp comes
down by pressing the pedal and
using the "pre-clamping" func-
tion. If the movement is not
smooth, or if the clamp does not
touch down on the cutting table,
the hydraulic system must be
ventilated. This is done automati-
cally by triggering several cuts
with the knife pushbuttons and
the clamping pressure (VD3) set
to minimum.
Check again by using the "pre-
clamping" function. Otherwise,
proceed as described above.
VD2
With the aid of the VD2 acting as
acceleration or fast-speed valve,
the clamp fast speed is regu-
lated. The clamp should move
down freely. For pre-clamping, it
must be possible to stop and start
it at any position and should, how-
ever, smoothly touch down onto
the cutting table. Too high a clamp
speed may cause damage to the
machine.
Adjust as follows:
• Slacken the lock nut.
• Gently readjust the setting
spindle
clockwise = to speed up;
anticlockwise = to slow down.
• Tighten the lock nut.
VD3
The clamping pressure valve is
set to the maximum clamping
pressure required for the respec-
tive machine sizes. Changing the
setting is not necessary and may
cause damage to the machine.
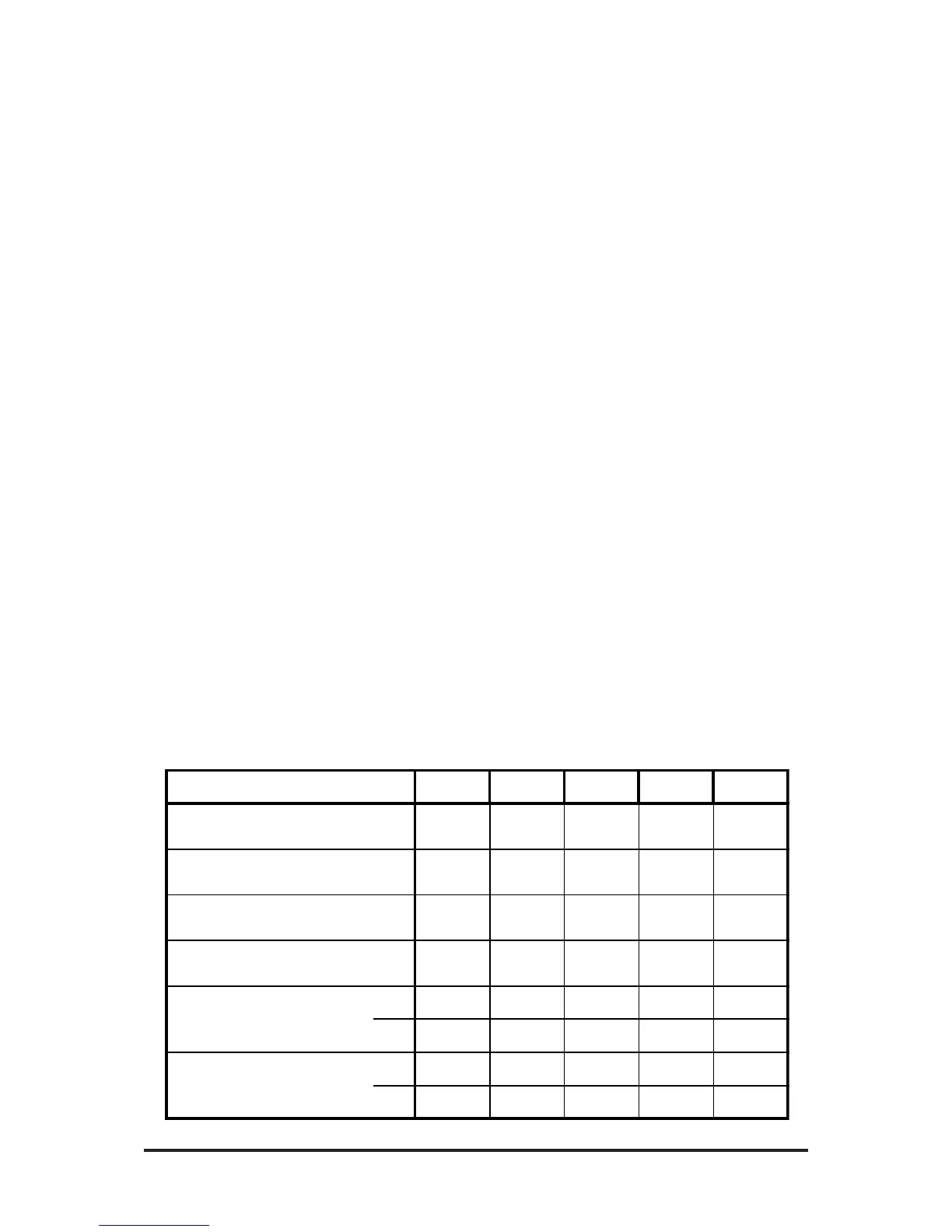
Fig. 35
Hydraulic Clamping System
Settings (MPa)
Important!
Insufficient alignment of the
machine at its place of installation
as well as canting of the clamp
draw rods may adversely affect
free traveling of the clamp. The
clamp is moved up by compres-
sion or tension springs.
Adjusting the
Hydraulic Clamping
System
If some readjustment of the pres-
sure-relief valves should be nec-
essary, perform the adjustment
in a gentle way and observe the
fol-lowing:
VD1, VD1.1
For safety reasons, these valves
must not be readjusted, as they
are set to the pre-clamping force
specified in prEN 1010. Increas-
ing the pressure bears the haz-
ard of injuries to the fingers or
hands of the operator during pre-
clamping.
Machine Size 76 92 115 132 168
Free Circulation Test Point M1 0,25-0,35 0,25-0,35 0,25-0,35 0,25-0,35 0,25-0,35
VD1, VD1.1 Test Point M1 1,5 2,5 1,5-1,8 1,5-1,8 2,5
Max. pre-clampimg force (N) acc. to
prEN 1010
300 300 300 300 500
VD2 Test Point M1 1,8 2,8 2 2 2,8
VD3
min. 0,18 0,29 0,2 0,2 0,3
max. 13 15,5 12 12 16
Clamping Force (kN)
min. 2 2 3 3 3,5
max. 25 30 45 45 60