8 Fusion Operating instructions SG 160
30
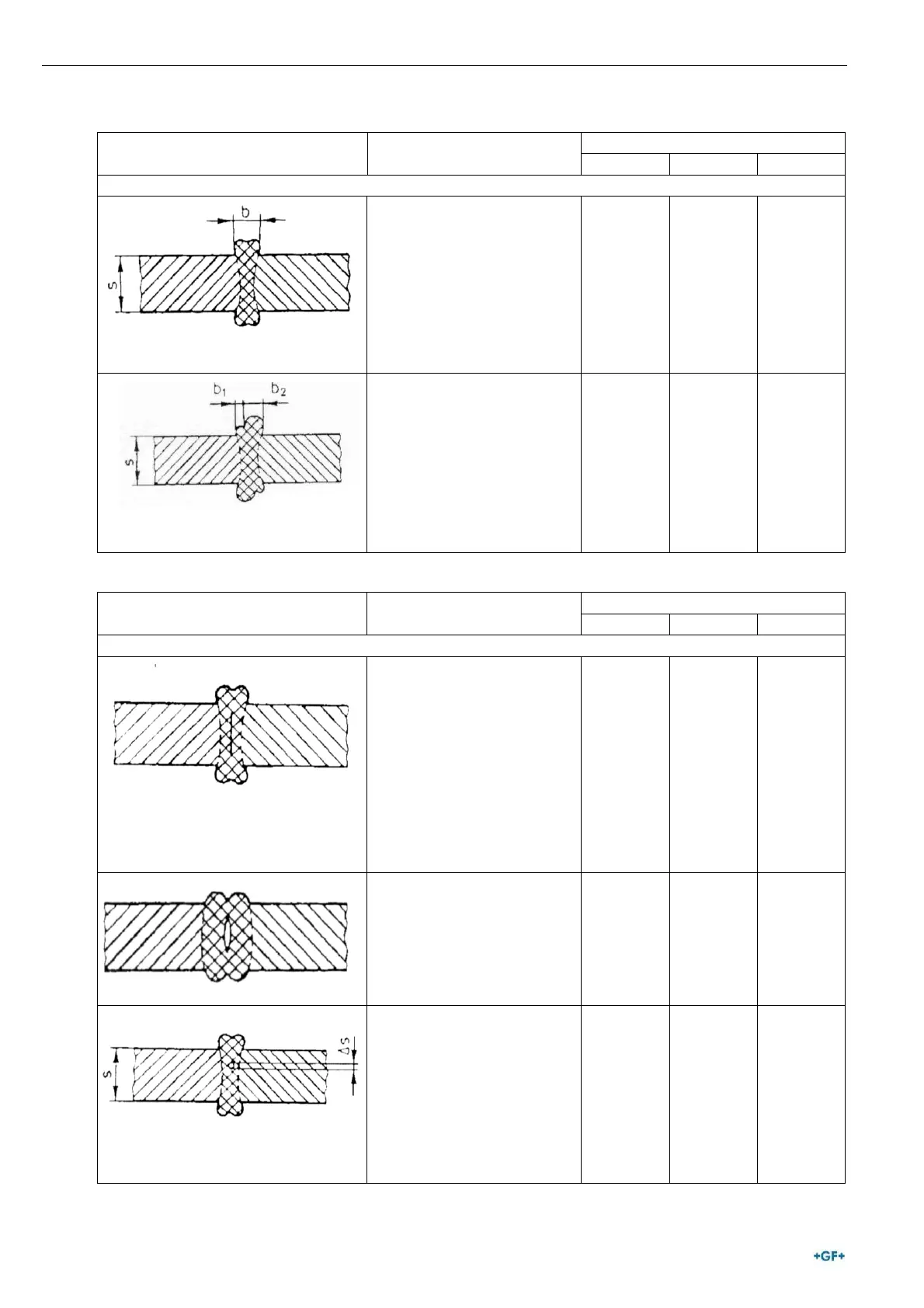
Feature Description Evaluation group
External state of joint
Welding flash too wide or too
narrow over part or all of weld
length, caused by, for example:
• incorrect warming-up
time
• incorrect heating-
element temperature
• incorrect joint pressure
See pg.14
DVS 2202-1
guidelines
See pg.14
DVS 2202-1
guidelines
See pg.14
DVS 2202-1
guidelines
Non angular joint plane, leading
to variations in form of welding
flash over part or all of weld
length, caused by, for example:
• edge preparation faults
• incorrect welding unit
Permissible
if
b1≥ 0,7 x b2
Permissible
if
b1≥ 0,6 x b2
Permissible
if
b1≥ 0,5 x b2
Feature Description Evaluation group
Internal state of joint
No fusion or incomplete fusion
on joint faces, over part or the
whole of weld cross-section
caused by, for example:
• contaminated joint faces
• oxidized joint faces
• excessive reversal time
• heating element
temperature too low
• heating element
temperature too high
Not
Permissible
Not
Permissible
Not
Permissible
Hollow space in joint planes
caused by, for example:
• Insufficient joint pressure
• Insufficient cooling time
Not
Permissible
Not
Permissible
Not
Permissible
Isolated, numerously dispersed
or locally concentrated pores or
inclusions caused by, for
example:
• Vapour formation during
welding
• Contaminated heating
element
Permissible
if
∆s ≤ 0.05 x s
Permissible
if
∆s ≤ 0.10 x s
Permissible
if
∆s ≤ 0.15 x s