Operating instructions SG 160 8 Fusion
29
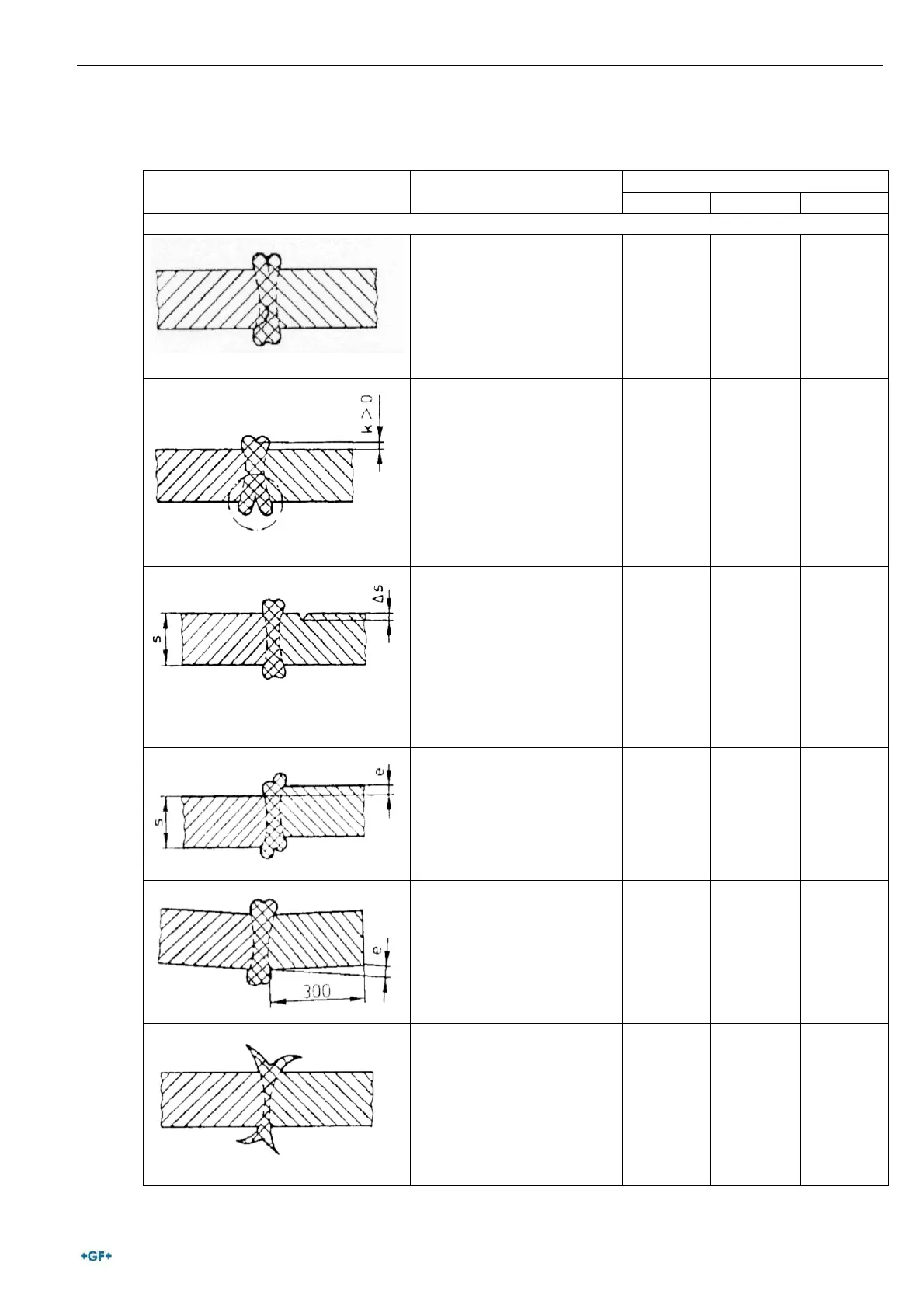
8.1.5 Failure analysis
Feature Description Evaluation group
External state of joint
Cracks running length-wise or
cross-wise to weld. They may
be located:
• In the weld
• In base material
• In heat affected zone
Not
Permissible
Not
Permissible
Not
Permissible
Continuous or local notches
length-wise to weld with notch
root in base material, caused
by, for example: :
• Insufficient jointing
pressure
• Warming-up time too
short
• Cooling time too short
Not
Permissible
Not
Permissible
Not
Permissible
Notches in edge of base
material, length-wise or cross-
wise to weld, caused by, for
example:
• Clamping tools
• Incorrect transport
• Fault in edge preparation
Locally
permissible
if ending
flat and
∆s ≤ 0.1s
but max.
0.5mm
Locally
permissible
if ending
flat and
∆s ≤ 0.1s
but max. 1
mm
Permissible
if ending
flat and
∆s ≤ 0.15s
but max.
5mm
Joint faces are displaced relative
to one another or thickness
variations are not adjusted
Permissible
if
e ≤0.1s but
max 2 mm
Permissible
if
e≤0.15s but
max 4 mm
Permissible
if
e≤0.2s but
max 5 mm
For example:
• Machine fault
• layout fault
Permissible
if
e ≤1 mm
Permissibile
if
e ≤ 2 mm
Permissibile
if
e ≤ 4 mm
Excessive and sharp edged
welding flash over part all of
weld length or weld girth due to
wrong welding parameters,
especially caused by an
excessive joint pressure with
polyolefin’s only
Not
Permissible
Not
Permissible
Not
Permissible