14
PM 25MV v9 2021-12 Copyright © 2021 Quality Machine Tools, LLC
3. If the headstock has been tilted, reset it to the ap-
proximate zero degree position on the tilt scale, then
tighten the three nuts enough to avoid unexpected
headstock movement.
4. Remove the vise, if installed, and clean the table sur-
face. If there are noticeable grooves or dings, atten
the surface with a diamond lap or ne-grit stone.
5. Set a 1-2-3 block (or other precision-ground block)
on the table under the indicator probe.
6. Switch on the DRO.
7. Using the ne downfeed lower the spindle to give an
indicator reading of about half-scale.
8. Note the dial indicator and DRO readings, then back
o the ne downfeed at least a couple of turns to
avoid collision when sweeping.
9. Reposition the 1-2-3 block to the opposite location
on the table.
10. Swing the indicator holder to the new location, then
lower the spindle – ne downfeed again – to give the
same dial indicator reading as in step (8).
If the headstock is perfectly trammed – highly unlikely
at the rst shot – the DRO reading should be as in step
(8). If not, loosen the nuts just enough to allow the head-
stock to be tapped a fraction of a degree in the direc-
tion called for, then re-tighten the nuts. The “tap” can be
anything from a gentle slap of the hand to a rap with a
dead-blow mallet.
Repeat steps (7) through (10) until satised with the
tram, tightening the nuts as you go. This will likely call
for several iterations. There is no “right” tram; the ac-
ceptable dierence in side-to-side readings depends on
project specs. As a starting point, aim for ± 0.001” with a
sweep radius of 5 or 6 inches.
Tramming calls for patience! Expect to tighten
and re-check at least three times (simply tight-
ening the bolts can itself aect the tram).
A similar procedure may be used to check tram in the
Y-axis, front to back. The dierence here is that there is
that Y-axis tram is established in manufacture, and can
be adjusted only by these shop methods:
1. Shimming between the dovetailed Z-axis saddle
casting and the headstock itself. It is more likely
that the headstock is nodding forward rather than
leaning backward, so start with (say) a 2 mil shim in
line with the underside (central) headstock nut. This
is a temporary x that will need to be checked if the
headstock is tilted again.
2. Shimming between the underside of the column and
the main base casting. This is a long-term x. It is a
two-person procedure, requiring an engine hoist or
some other means of un-weighting the headstock
(see Section 1, Installation).
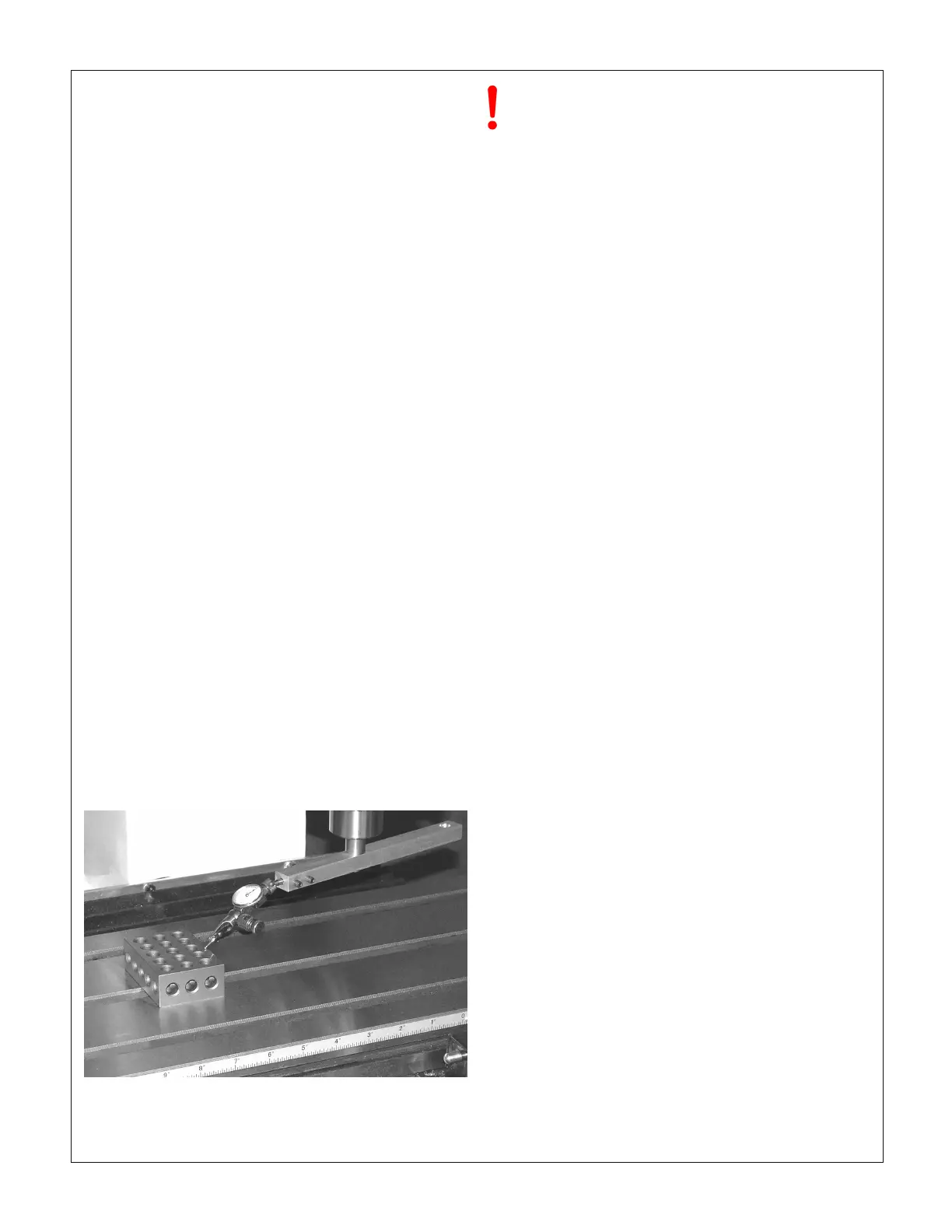
Figure 3-12 Shop-made indicator holder

 Loading...
Loading...