15
PM 25MV v9 2021-12 Copyright © 2021 Quality Machine Tools, LLC
VISE KEYS
Most precision vises come with key slots on the under-
side machined exactly parallel to the xed jaw. Key slots,
Figure 3-14, can be a great time saver. Properly installed
they allow the vise to be removed and replaced routine-
ly, accurately enough for general machining without the
need for indicating every time.
Most 4” vises have either 14 mm or 16 mm slots, calling
for shop-made T-shape adapter keys as Figure 3-15. It
is well worth the eort to make these precisely. Aim for
a snug t in both vise and table, but not so tight that it
takes more than reasonable eort to lift the vise clear.
Case hardening is recommended, with nal tting using
a ne stone or diamond stone.
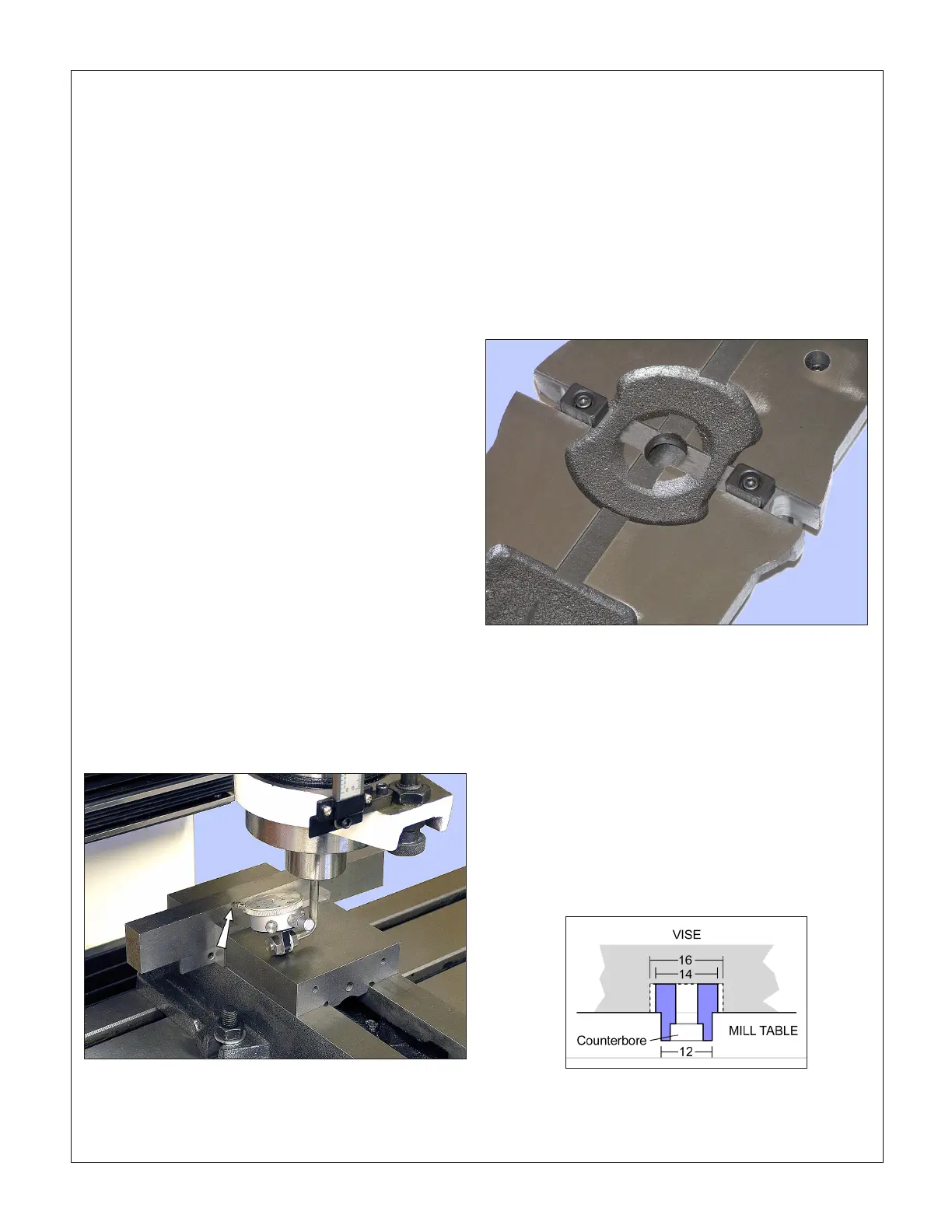
Figure 3-13 Indicating the vise
The tip of a standard dial indicator, arrowed, rides along the side face
of a ground reference bar (or the front face of the back jaw).
INSTALLING & INDICATING A VISE
For routine milling operations the workpiece is held in a
precision vise. For the PM-25MV a 4” vise is most suit-
able. “Indicating” means checking the alignment of the
xed (back) vise jaw relative to the axis of table motion.
Install the T-bolts and align the vise by eye. With one of
the clamp nuts snug, but not tight, tighten the other one
just short of fully-tight (but tight enough so the vise won’t
budge without a denite tap from a dead-blow mallet).
A typical setup for indicating is shown in Figure 3-13.
There is no spindle lock, but you need to make sure
that the spindle does not rotate throughout the pro-
cedure. Set the indicator tip against the upper edge of a
precision reference bar or, if not available, use the front
face of the xed jaw of the vise instead (check for dings,
hone if necessary). Adjust the Y-axis to pre-load the indi-
cator to mid range at the tightly-clamped side of the vise,
then lock the Y-axis.
Note the indicator reading, then watch the indicator as
you traverse the table slowly toward the loosely clamped
side. (Also watch for any sign of spindle rotation.)
Ideally, there should be no discrepancy between the in-
dicator readings at the two ends — unlikely at the rst at-
tempt. Return the table to the starting point, then repeat
the process, tapping the vise in as you go. Repeat the
process as often as necessary for the desired accuracy,
progressively tightening the “looser” nut. Now fully tight-
en both nuts, and re-check again (tightening a nut can
itself introduce signicant error). An established routine
like this – tight to loose – can save a lot of time.
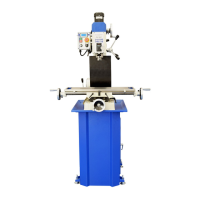
Figure 3-15 Shop-made vise key
Dimensions in millimeters
Figure 3-14 Vise keys installed on X-axis
On most vises the keys can also be installed on the long axis.
Most users aim for an end-to-end dierence of not more
than ±0.001” over the width of the vise jaw.
 Loading...
Loading...