Reshape the
metal
sheets
jf
necessary.
Fig.
145
Grind the areas to be welded (A).
Paint the inner faces
of
the areas to
he
welded lA).
Fitting
Fig.
146
Position the longitudinal member and
hold
it
with
securing
bolts
lA}
and
lB}
on the repair bench.
!
Il
!
1
1
1
1
)
Reformer les tôles
si
nécessaire.
Fig.
145
Meuler dans les zones à souder
(A).
Peindre les faces internes des zones à
souder (AI.
Pose
Fig.
146
Positionner le longeron
et
le maintenir à
l'aide des vis
de
fixation
lA)
et
(B)
sur le
banc de réparation.
14~
_6_10----'[;]
57
o
o
Fig.
147
Maintenir
le
longeron à
la
hauteur des
sayages à l'aide
de
pinces serre-tôles.
Souder par points électriques distants
de
4 à 6
cm
aux liaisons:
(A)
longeron
avec
say
ages - Longeron
(BI
Longeron - Plancher
(C)
Longeron - Tablier
Souder par cordon oxyacétylénique ou
sous gaz de protection
(I)IIIG)
: en bord
à
bord
les deux parties du longeron en
(DI.
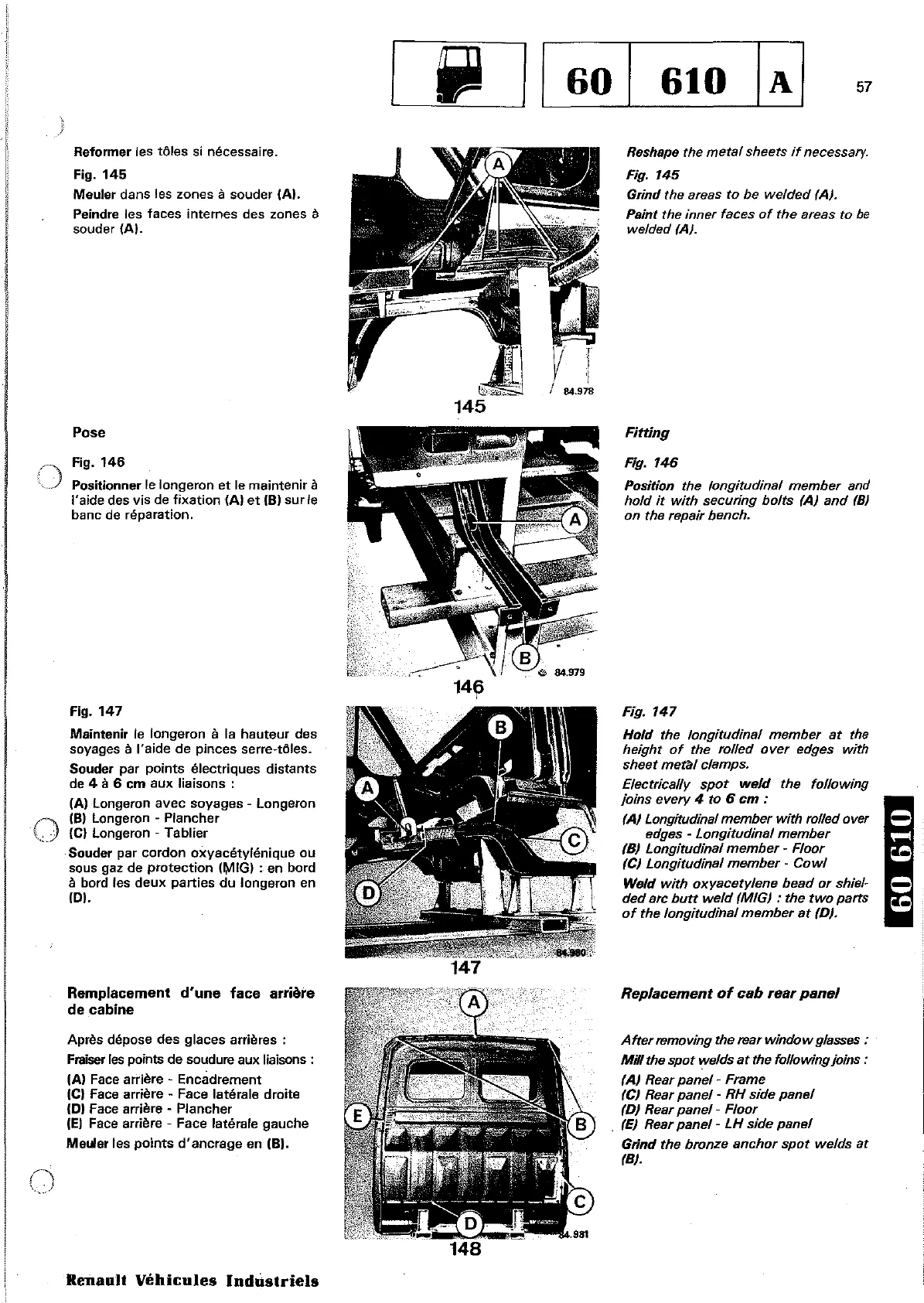
Remplacement
d'une
face
arrière
de
cabine
Après dépose des glaces
arrières:
Fraiser
les
points
de
soudure
aux
liaisons:
(A) Face arrière - Encàdrement
(C)
Face
arrière - Face latérale droite
(Dl
Face
arrière - Plancher
(El
Face
arrière - Face latérale gauche
Meuler les
points
d'ancrage en (B).
Renault
Véhicules
Industriels
Fig.
147
Hold
the longitudinal
member
at
the
height
of
the rol/ed
over
edges
with
sheet
mefâl
clamps.
Electrical/y
spot
weld
the fol/owing
joins every 4 ta 6
cm
:
(A) Longitudinalmember
with
rol/ed over
edges - Longitudinal member
(B) Longitudinal
member
- Floor
IC} Longitudinal
member
-
Cowl
Weld
with
oxyacetylene
bead
or
shiel-
dedarc
butt
weld
IMIG} : the
two
parts
of
the longitudinal
member
at
(D),
Replacement
of
cab
Tear
panel
After
removing the rear windowylasses
.-
MiU
the
spot
welds
at
the fol/owing
joins:
(A) Rear
pane/-
Frame
(C)
Rear
panel
-
RH
side
panel
ID}
Rear
panel
- Floor
lE} Rear
panel
-
LH
side
panel
Grind the bronze anchor spot welds
at
lB}.