)
~6_10_[iJ
65
Fig.
177
Covper. à
la
cisaille le bord saillant
en
(A).
Fig.
178
Meuler dans les zones à souder (A).
Peindre les faces internes des zones
à
souder
(A).
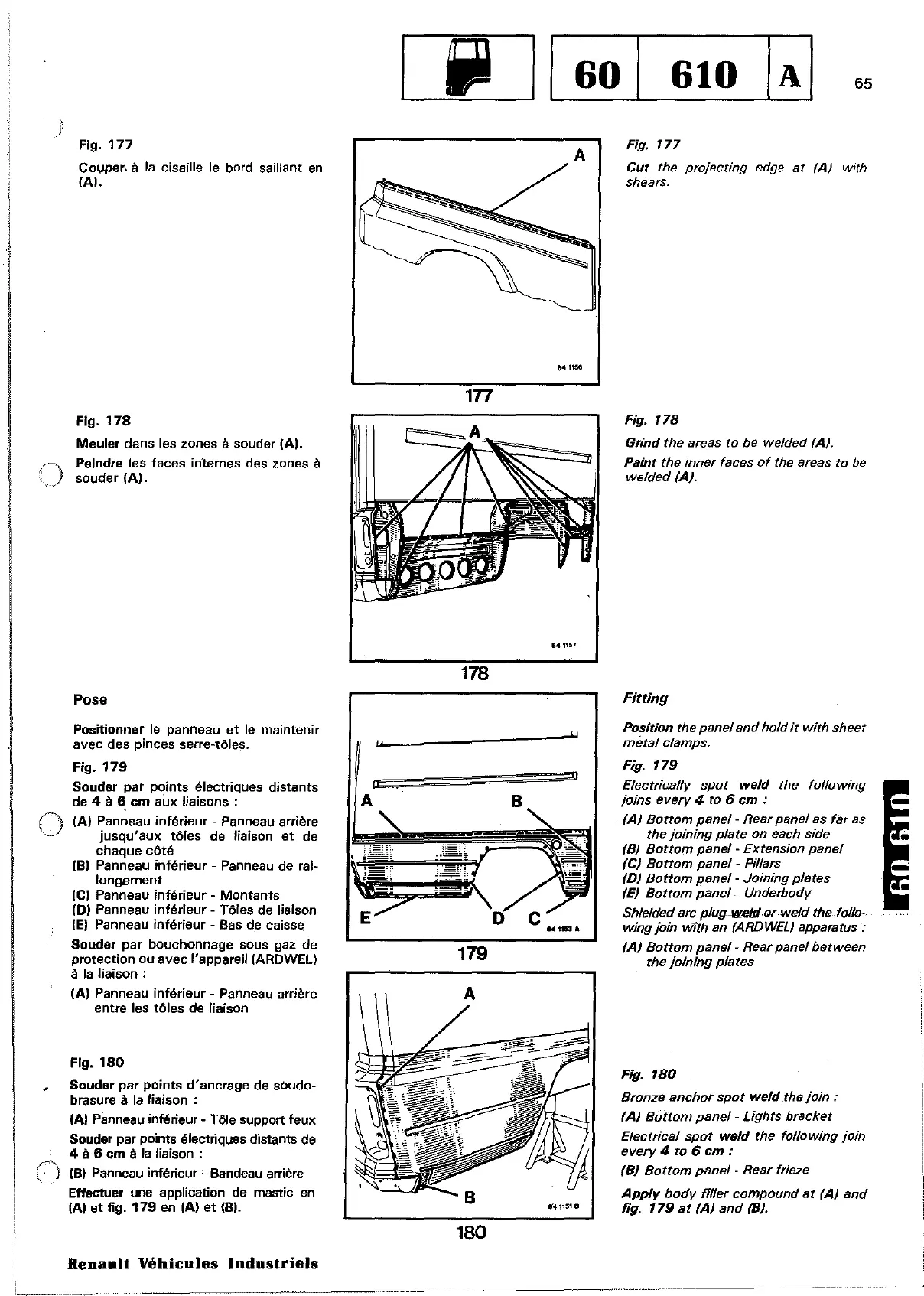
Pose
A
1141156
177
1141157
178
Fig.
177
Cut
the
projecting
edge
at
fA)
with
shears.
Fig.
178
Grind
the
areas
ta
be
welded
lA).
Paint
the
inner
faces
of
the areas
to
be
welded
lA).
Fitting
o
Positionner
le
panneau
et
le maintenir
avec des pinces serre-tôles.
Fig.
179
Souder par points électriques distants
de 4
à 6
cm
aux
liaisons:
(A) Panneau inférieur - Panneau arrière
jusqu'aux
tôles de liaison
et
de
chaque
côté
lB)
Panneau inférieur - Panneau de ral-
longement
(C) Panneau inférieur -
Montants
(0)
Panneau inférieur - Tôles de liaison
(E)
Panneau inférieur - Bas de caisse.
Souder par bouchonnage sous gaz de
protection ou avec "appareil (AROWEL)
à
la
liaison :
lA)
Panneau inférieur - Panneau arrière
entre les tôles de liaison
Il
A
~iZ
E 0
179
A
Il
11
B
Position the
panel
and
hald
it
with
sheet
métal
clamps.
Fig.
179
Electr/colly
spot
weld
the
following
joins
every
4 ta 6
cm
:
,
(A)
Bottom
panel
- Rear
panel
as
far
as
the
joining
plate
on
each side
(B)
Bottom
panel-
Extension
panel
(C)
Bottom
panel
- Pillars
(0)
Bottom
panel
-
Joining
plates
(E)
Bottom
panel
~
Underbody
Shielded arc
plug'NelJJorweld
the101l0-
wing
join
wÎth an (ARDWEL)
apparat1Js
:
(A)
Bottom
panel-
Rear panel
between
the
joining
pfates
Fig.
180
Souder par
points
d'ancrage de soudo-
brasure
à la
liaison:
(Al
Panneau inférieur - Tôle support feux
Souder par points électriques distants de
4à6cmà
la
liaison :
()
(B)
Panneau inférieur;. Bandeau arrière
Effectuer une application de mastic
en
lAI
et
fig.
179
en
lA)
et
(81.
Renault
Véhicules
Industriels
180
Fig.
180
Bronze
anchor
spot
weld.the
jain
:
(A)
Bottom
panel
-
Lights
bracket
Electricel
spot
weld
the
fallowing
join
every
4
to
6
cm
:
(8)
Bottom
panel
- Rear frieze
Apply
body
filler
compound
at
(A)
and
fig.
179
at
(A)
and
(B).