2. WELDING GENERAL CRITERIA
ﻠﻟا ﺮﻴﻳﺎﻌﻣﺔﻣﺎﻌﻟا مﺎﺤ
2./5
2.2.7.
ﻲﻠﻳ ﺎﻤﻣ ﻖﻘﺤﺗ ﺖﻴﺒﺜﺘﻟا ءﺎﻨﺛأ:
ءﻮﻀﻟا رﻮﺤﻤﻟا ةاذﺎﺤﻣ يزاﻮﺘﻟا
ﻲﻠﺤﻤﻟا نﻮﻧﺎﻘﻟا ﻞﺒﻗ ﻦﻣ عﻮﺿﻮﻤﻟا قﺎﻄﻨﻠﻟ ﺎًﻘﻓو ثﻼﺜﻟا تﻻﺎﺤﻟا ﻚﻠﺗ ةﺎﻗﻼﻣ ﺐﺠﻳ
ﺔﻳرﺎﺴﻟا ﺢﺋاﻮﻠﻟاو.
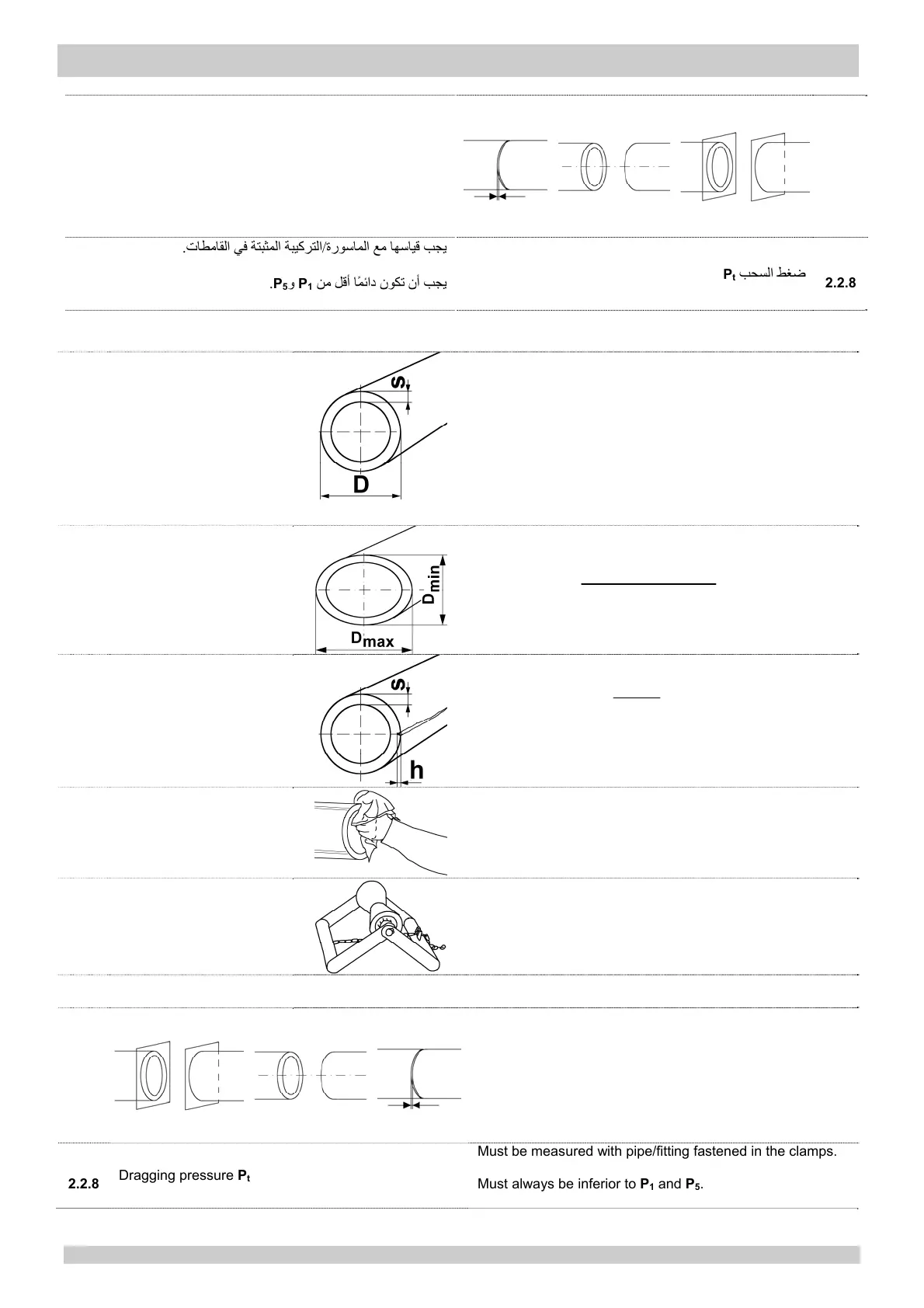
2.2.8
ﺐﺤﺴﻟا ﻂﻐﺿ
P
t
ﻣ ﺎﻬﺳﺎﻴﻗ ﺐﺠﻳةرﻮﺳﺎﻤﻟا ﻊ/تﺎﻄﻣﺎﻘﻟا ﻲﻓ ﺔﺘﺒﺜﻤﻟا ﺔﺒﻴآﺮﺘﻟا.
ﻦﻣ ﻞﻗأ ﺎًﻤﺋاد نﻮﻜﺗ نأ ﺐﺠﻳ
P
1
وP
5
.
SET UP
2.2.1.
Pipes/fittings to be welded
a) They must have
same nominal outside diameter ( D )
same nominal thickness ( s )
D and s must respect the tolerance range established by
the National Legislation and regulations in force.
b) They must have the same product sigma ( σ ).
2.2.2.
Oval-shaped pipes
The oval-shaped percentage
must respect the tolerance range established by the
National Legislation and regulations in force.
2.2.3.
Scratches and notches
The percentage
must respect the tolerance range established by the
National Legislation and regulations in force.
(h = scratch/notch depth).
2.2.4.
Cleaning
Accurately clean the internal and external surfaces of the
ends to be welded.
Use only the cleaning products recommended by the
pipe/fitting producer.
2.2.5.
Rollers
Sustain the pipes with rollers in order to reduce fiction (and
therefore reduce the dragging pressure P
t
).
2.2.6.
Wind plugs
Apply the wind plugs to the ends not being welded in order
to avoid a stack effect.
2.2.7.
While fastening check:
Parallelism Axle alignment Light
These three conditions must be met according to the range
established by the National Legislation and regulations in
force.
2.2.8
Dragging pressure P
t
Must be measured with pipe/fitting fastened in the clamps.
Must always be inferior to P
1
and P
5
.
x100
D
max
-D
min
D
h
s
x100