9. WELDING PARAMETERS
مﺎﺤﻠﻟا تﺎﻤﻠﻌﻣ
9./6
PE 100 (MRS 10) – UNI 10967 (10/01(
S ﻦﻋ ﺪﻳﺰﺗ وأ لدﺎﻌﺗ20.0 ﻢﻠﻣ
PE 100 (MRS 10) – UNI 10967 (10/01)
s equal or superior to 20,0 mm
ﻦﻴﺨﺴﺘﻟا حﻮﻟ ةراﺮﺣ ﺔﺟرد
T = 230 ﺔﻳﻮﺌﻣ ﺔﺟرد)-5 ﺔﻳﻮﺌﻣ تﺎﺟرد ÷+10 ﺔﻳﻮﺌﻣ تﺎﺟرد(
HEATING PLATE TEMPERATURE
T = 230° C (-5° C ÷ +10° C)
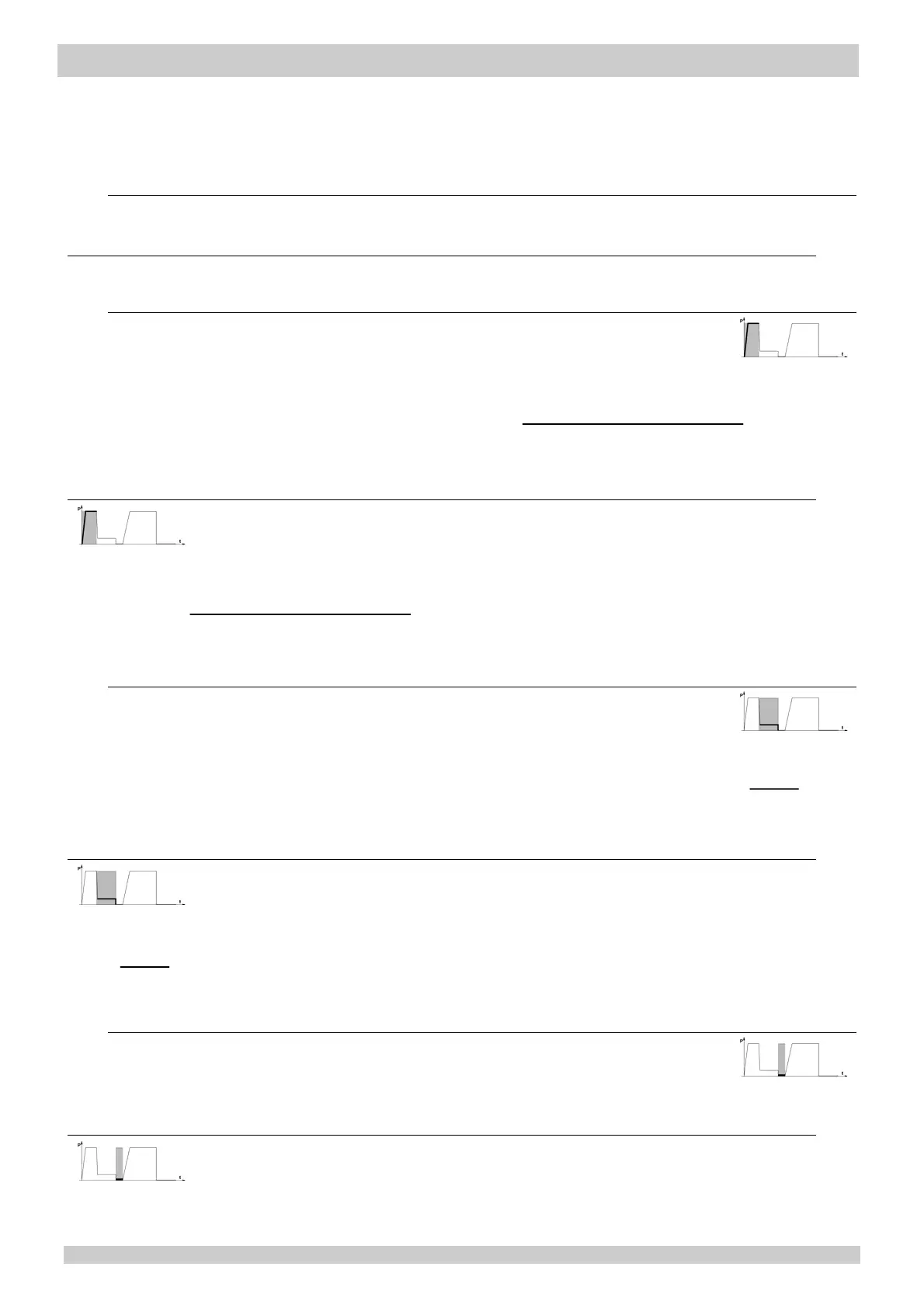
ﻰﻟوﻷا ﺔﻠﺣﺮﻤﻟا :ﻖﺒﺴﻤﻟا ﻦﻴﺨﺴﺘﻟاو باﺮﺘﻗﻻا
ﻖﺒﺴﻤﻟا ﻦﻴﺨﺴﺘﻟا ﻂﻐﺿو باﺮﺘﻗﻻا
A = 0,5 + 0,1×s ]ﻢﻠﻣ[ ﻖﺒﺴﻤﻟا ﻦﻴﺨﺴﺘﻟا ﺔﻳﺎﻬﻧ ﺪﻨﻋ زﺮﺨﻟا ضﺮﻋ
PHASE 1: Approach and pre-heating
Approach and pre-heating pressure
A = 0,5 + 0,1×s [mm]
Bead width at the end of pre-heating
ﺔﻴﻧﺎﺜﻟا ﺔﻠﺣﺮﻤﻟا :ﻦﻴﺨﺴﺘﻟا
ﻦﻴﺨﺴﺘﻟا ﻂﻐﻀﻟ ﻰﺼﻗﻷا ﺪﺤﻟا
t
2
= 60 + 10×s ]ﺔﻴﻧﺎﺛ[
ﻦﻴﺨﺴﺘﻟا ﺖﻗ
PHASE 2: Heating
Maximum heating pressure
t
2
= 60 + 10×s [sec]
Heating time
ﺔﺜﻟﺎﺜﻟا ﺔﻠﺣﺮﻤﻟا :ﻦﻴﺨﺴﺘﻟا حﻮﻟ ﻚﻓ
t
3
= 10 ﺔﻴﻧﺎﺛ
ﻦﻴﺨﺴﺘﻟا حﻮﻟ ﻚﻔﻟ ﺖﻗو ﻰﺼﻗأ
PHASE 3: Removal of heating plate
t
3
= 10sec
Maximum time to remove the heating plate
P
2
] =رﺎﺑ[
P
1
7,5
0,015 ×π
ﻲﻟﺎﻤﺟﻹا ﻊﻓﺪﻟا ﻢﺴﻗ]ﻢﺳ
) [ ﺔﺤﻔﺼﻟا ﻊﻟﺎﻃ5(
P
1
= (D - s) × s × ]رﺎﺑ[
P
2
= [bar]
P
1
7,5
0,015 × π
Overall thrust section [cm
] (see page 5)
P
1
= (D - s) × s × [bar]