www.scheppach.com
62
|
IT
Attenzione! Occorre bloccare le parti in lamiera in
modo tale da non poterle rompere. Regolare il banco
di perforazione in altezza e inclinazione a seconda del
pezzo da lavorare. Deve rimanere una distanza su-
ciente tra il bordo superiore del pezzo in lavorazione e
la punta del trapano.
Velocità di lavoro
Durante la foratura, assicurarsi che il regime sia corret-
to. Questo dipende dal diametro della punta da trapano
e dal materiale.
L‘elenco seguente sarà d‘aiuto nella selezione dei regi-
mi per i diversi materiali.
I regimi specicati sono solo valori indicativi.
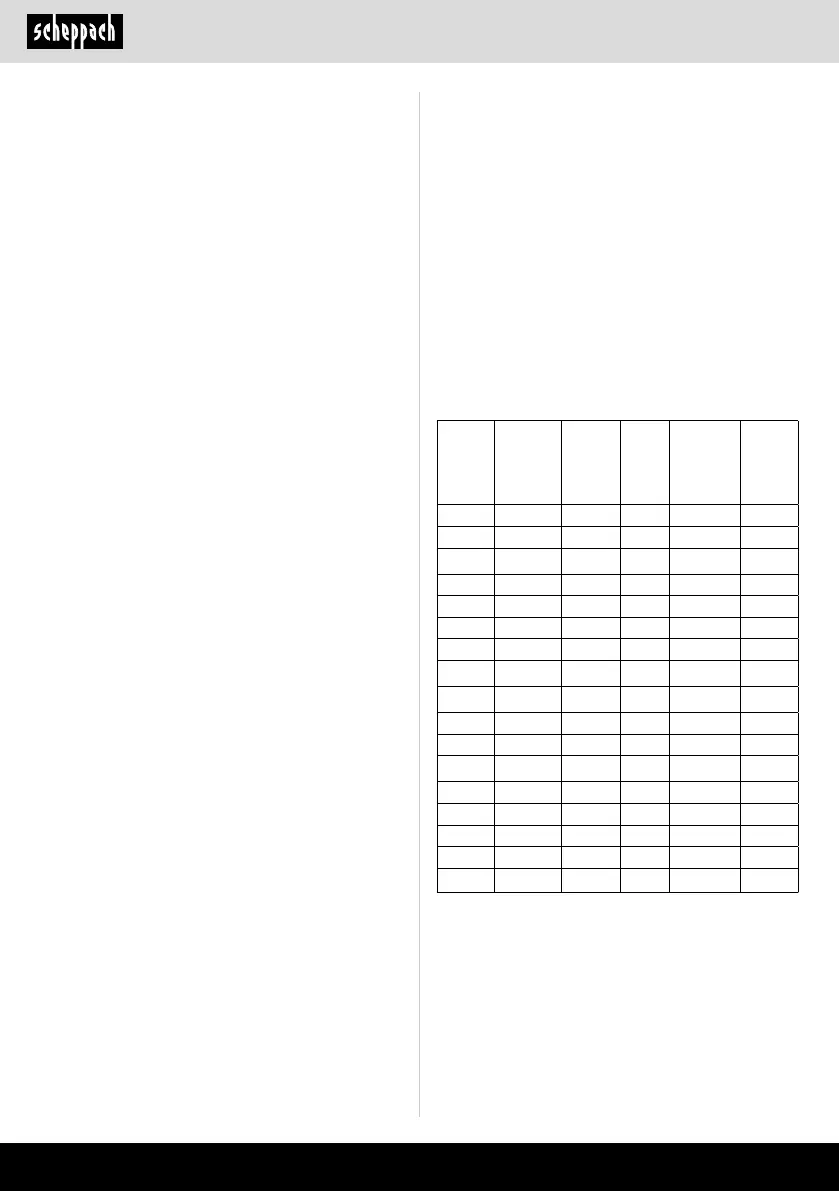
ø punta
da
trapano
Ghisa
lamellare
Acciaio Ferro Alluminio Bronzo
3 2550 1600 2230 9500 8000
4 1900 1200 1680 7200 6000
5 1530 955 1340 5700 4800
6 1270 800 1100 4800 4000
7 1090 680 960 4100 3400
8 960 600 840 3600 3000
9 850 530 740 3200 2650
10 765 480 670 2860 2400
11 700 435 610 2600 2170
12 640 400 560 2400 2000
13 590 370 515 2200 1840
14 545 340 480 2000 1700
16 480 300 420 1800 1500
18 425 265 370 1600 1300
20 380 240 335 1400 1200
22 350 220 305 1300 1100
25 305 190 270 1150 950
Svasatura e foratura di centraggio
Con questa trapanatrice da banco è possibile anche
svasare o forare per centraggio. Si prega di osservare
che la svasatura deve essere eettuata alla velocità più
bassa, mentre per la foratura di centraggio è necessa-
ria una velocità elevata.
Regolazione della molla di richiamo del mandrino,
Fig. 17
Potrebbe insorgere la necessità di regolare la molla di
ritorno del mandrino poiché la relativa tensione è cam-
biata e quindi il mandrino torna indietro troppo veloce-
mente o troppo lentamente.
1. Per una maggiore spazio di lavoro, abbassare il
banco.
2. Lavorare stando sul lato sinistro della trapanatrice.
3. Applicare un cacciavite nella scanalatura inferiore
anteriore (1) e tenerlo in posizione.
4. Rimuovere il dado esterno (3) con una chiave a
forchetta (SW14)
5. Con il cacciavite ancora inserito nella scanalatura,
allentare il dado interno (4) no a quando la tacca
non si stacca dal mozzo (6). ATTENZIONE Molla
sotto tensione!
6. Ruotare con cautela il tappo a molla (2) in senso
antiorario con il cacciavite no a quando non è
possibile spingere la scanalatura (1) nel mozzo (6).
7. Abbassare il mandrino nella posizione più bassa e
tenere il tappo a molla (2) in posizione. Quando il
mandrino si muove in su e in giù come auspicato,
serrare nuovamente il dado interno (4).
8. Se è troppo lento, ripetere le fasi 3-5. Se è troppo
stretto, in ordine inverso fase 6.
9. Fissare il dado esterno (3) contro il dado interno (4)
con una chiave a forchetta.
10. AVVERTENZA: Non spanare e non limitare il mo-
vimento del mandrino!
Il gioco assiale del mandrino, Fig. 18
Quando mandrino si trova nella posizione inferiore,
ruotarlo a mano. Se si dovesse generare un gioco trop-
po grande, procedere come di seguito descritto:
1. Allentare il controdado (21).
2. Ruotare la vite (22) in senso orario per compensare il
gioco senza compromettere il movimento verso l‘alto
e il basso del mandrino (un minimo gioco è normale).
3. Serrare di nuovo il controdado (21).
Serraggio del pezzo da lavorare
In linea di principio, serrare i pezzi da lavorare con l‘au-
silio di una morsa a vite o con un mezzo di serraggio
adatto. Non tenere mai i pezzi da lavorare a mano! Du-
rante la perforazione, il pezzo da lavorare deve potersi
muovere sul banco di perforazione (4) per garantire un
autocentraggio. Fissare assolutamente il pezzo da la-
vorare per evitare che si storca. Questo può essere ga-
rantito in particolare appoggiando il pezzi da lavorare o
la morsa a vite su una battuta di arresto solida.
 Loading...
Loading...






