page 33808D turning and milling Service guide
车削与铣削
车削与铣削车削与铣削
车削与铣削 第
第第
第页
页页
页 服务指南
服务指南服务指南
服务指南
故障
故障故障
故障
服务案例
服务案例服务案例
服务案例
检查刀库气压是否偏低。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警名称
报警名称报警名称
报警名称:
刀库不在主轴及原始位置。
报警解说
PLC 信息
PLC 地址:DB1600.DBX3.7
子程序段名称:DISK_MGZ_M(SBR 60)
故障,刀库既不在主轴位置,也不在原始位置。
此时换刀动作停止。
PLC 信息
PLC 地址:DB1600.DBX4.0
子程序段名称:DISK_MGZ_M(SBR 60)
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
报警名称
报警名称报警名称
报警名称:
刀库在主轴位及原始位置。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警解说
故障,系统检测到刀库同时位于主轴位置和原始位置。
此时刀库动作停止。
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
车削与铣削
车削与铣削车削与铣削
车削与铣削 第
第第
第页
页页
页 服务指南
服务指南服务指南
服务指南
故障
故障故障
故障
服务案例
服务案例服务案例
服务案例
检查刀库气压是否偏低。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警名称
报警名称报警名称
报警名称:
刀库不在主轴及原始位置。
报警解说
PLC 信息
PLC 地址:DB1600.DBX3.7
子程序段名称:DISK_MGZ_M(SBR 60)
故障,刀库既不在主轴位置,也不在原始位置。
此时换刀动作停止。
PLC 信息
PLC 地址:DB1600.DBX4.0
子程序段名称:DISK_MGZ_M(SBR 60)
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
报警名称
报警名称报警名称
报警名称:
刀库在主轴位及原始位置。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警解说
故障,系统检测到刀库同时位于主轴位置和原始位置。
此时刀库动作停止。
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
车削与铣削
车削与铣削车削与铣削
车削与铣削 第
第第
第页
页页
页 服务指南
服务指南服务指南
服务指南
故障
故障故障
故障
服务案例
服务案例服务案例
服务案例
检查刀库气压是否偏低。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警名称
报警名称报警名称
报警名称:
刀库不在主轴及原始位置。
报警解说
PLC 信息
PLC 地址:DB1600.DBX3.7
子程序段名称:DISK_MGZ_M(SBR 60)
故障,刀库既不在主轴位置,也不在原始位置。
此时换刀动作停止。
PLC 信息
PLC 地址:DB1600.DBX4.0
子程序段名称:DISK_MGZ_M(SBR 60)
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
报警名称
报警名称报警名称
报警名称:
刀库在主轴位及原始位置。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警解说
故障,系统检测到刀库同时位于主轴位置和原始位置。
此时刀库动作停止。
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
车削与铣削
车削与铣削车削与铣削
车削与铣削 第
第第
第页
页页
页 服务指南
服务指南服务指南
服务指南
故障
故障故障
故障
服务案例
服务案例服务案例
服务案例
检查刀库气压是否偏低。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警名称
报警名称报警名称
报警名称:
刀库不在主轴及原始位置。
报警解说
PLC 信息
PLC 地址:DB1600.DBX3.7
子程序段名称:DISK_MGZ_M(SBR 60)
故障,刀库既不在主轴位置,也不在原始位置。
此时换刀动作停止。
PLC 信息
PLC 地址:DB1600.DBX4.0
子程序段名称:DISK_MGZ_M(SBR 60)
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
报警名称
报警名称报警名称
报警名称:
刀库在主轴位及原始位置。
检查刀库推出到位和退回到位的检测开关是否故障。
注
注注
注:
::
:当刀库回到正确位置之后
当刀库回到正确位置之后当刀库回到正确位置之后
当刀库回到正确位置之后,
,,
,按
按按
按“
““
“复位
复位复位
复位”
””
”键可消除报警
键可消除报警键可消除报警
键可消除报警
报警解说
故障,系统检测到刀库同时位于主轴位置和原始位置。
此时刀库动作停止。
处理方法
检查 PPU 后侧端子 X101
1.使用 PLC 状态监控检测 I1.3 / I1.4 的输入状态
2.引脚 5 和 6 接线是否松动 / 断线。
3.确认引脚 10 是否与 0V 正常连接
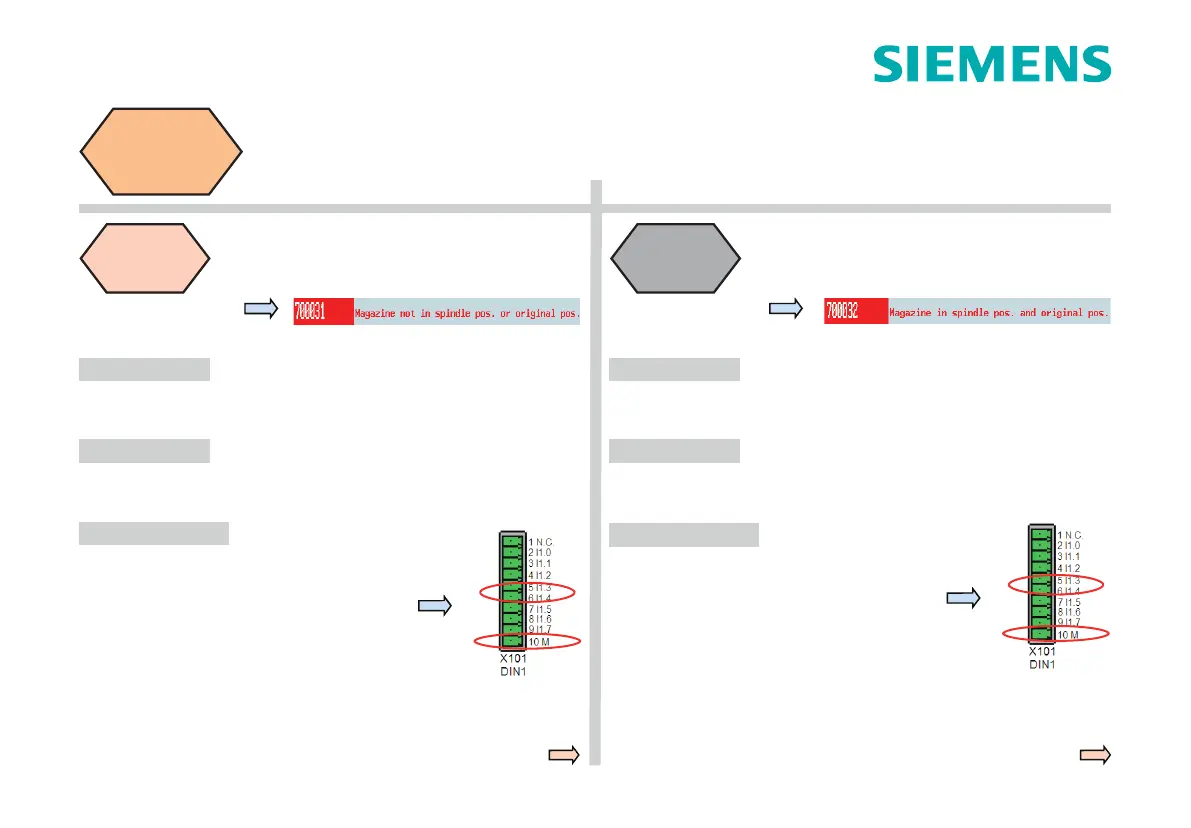
Name of alarm:
Magazine not in spindle pos. or original pos.
Name of alarm:
Magazine in spindle pos. and original pos.
700031 700032
Address of PLC: DB1600.DBX3.7
Name of subprogram: DISK_MGZ_M(SBR 60)
Fault, the magazine is not in the spindle position or the original position,
the changing of tool is stopped at this time.
Check terminal X101 on the back of the PPU
1. Use the PLC status monitoring to detect the input
state of I1.3 / I1.4
2. Whether the connections of pin 5 and pin 6 are
loose/disconnected.
3. Whether pin 10 is con
nected normally to 0 V.
Check whether the magazine air pressure is low.
Check whether the test switches of the magazine
’
s extrusion limit and
withdrawal limit are faulty.
Note: Press the "Reset" button to eliminate the alarm after the
magazine has returned to the correct position.
PLC information
Alarm comment
Processing method
Address of PLC: DB1600.DBX4.0
Name of subprogram: DISK_MGZ_M(SBR 60)
Fault, the system detects that the magazine is in the spindle position and
the original position; the action of the magazine is stopped at this time.
Check terminal X101 on the back of the PPU
1. Use the PLC status monitoring to detect the
input state of I1.3 / I1.4
2. Whether the connections of pin 5 and pin 6
are loo
se/disconnected.
3. Whether pin 10 is connected normally to 0 V.
Check whether the test switches of the magazine
’
s extrusion limit and
withdrawal limit are faulty.
Note: Press the "Reset" button to eliminate the alarm after the
magazine has returned to the correct position.
PLC information
Alarm comment
Processing method
Service case
of PLC alarm

 Loading...
Loading...


















