page 39808D turning and milling Service guide
700024 700025
车削与铣削
车削与铣削车削与铣削
车削与铣削 第
第第
第页
页页
页 服务指南
服务指南服务指南
服务指南
故障
故障故障
故障
服务案例
服务案例服务案例
服务案例
报警名称
报警名称报警名称
报警名称:
最大刀位数设置错误。
报警解说
PLC 信息
PLC 地址:DB1600.DBX3.0
子程序段名称:MAIN(OB1)
故障,系统中设置的最大刀位数不合适。
正确的设置数目为:4 或 6
PLC 信息
PLC 地址:DB1600.DBX3.1
子程序段名称:MAIN(OB1)
处理方法
报警名称
报警名称报警名称
报警名称:
无刀位信号。
报警解说
故障,系统任何刀位信号都无法检测到。
处理方法
检查参数 MD14510[20] (最大刀位数) 设置是否合理。
检查 PPU 后侧对应的 I/O 口端子
1.连接线是否断开 / 松动
2.端子是否损坏 / 松动
3.端子上的 M 点是否与 0V 正确连接
检查刀架码盘
1.刀架信号点是否损坏
2.刀架本身是否故障
Name of alarm
:
Max. tool number setting error
Address of PLC: DB1600.DBX3.0
Name of subprogram: MAIN(OB1)
Fault, the setting of the max. tool number in the system is not correct.
The correct setting number is
:
4 or 6
Check whether the settings of parameters MD14510[20] (max. tool number)
are correct.
PLC information
Alarm comment
Processing method
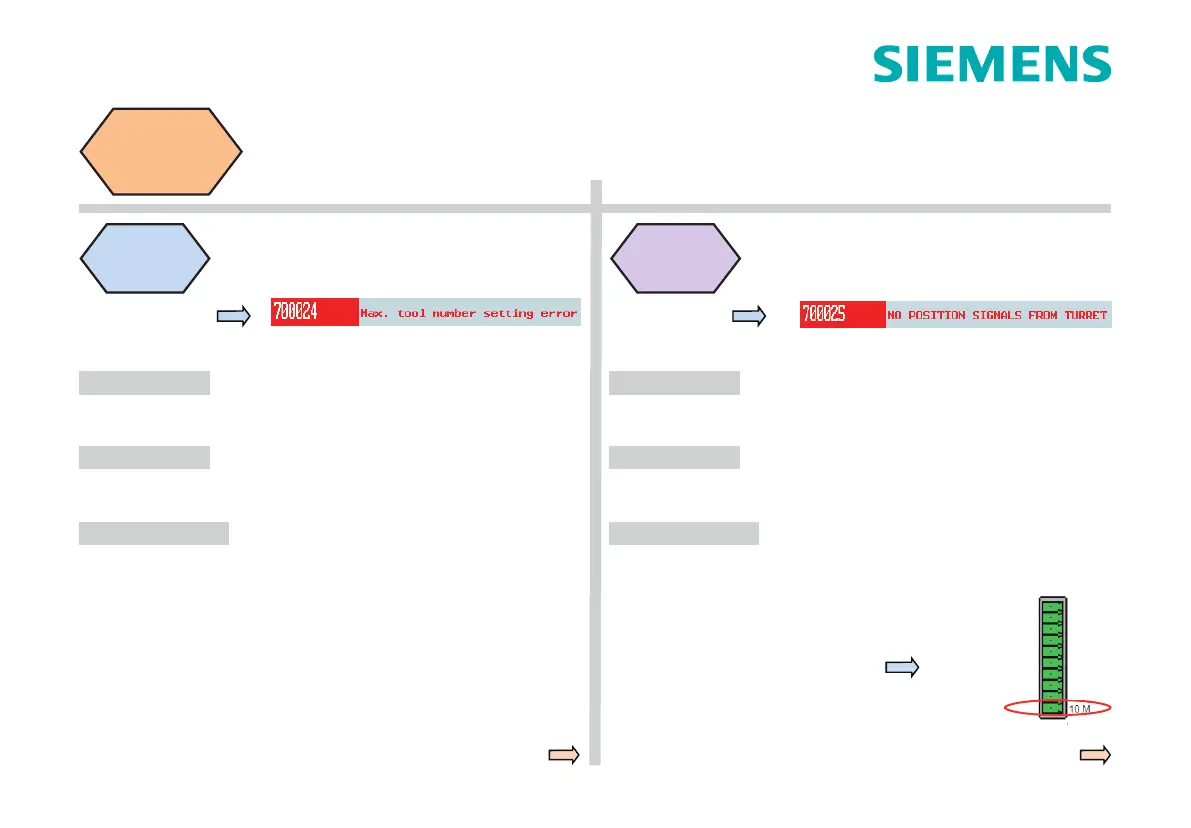
Name of alarm
:
No position signals from turret
Address of PLC: DB1600.DBX3.1
Name of subprogram: MAIN(OB1)
Fault, no position signals can be detected from the turret.
Check the tool code wheel
1.Whether the tool signal point is damaged.
2.Whether the tool itself is faulty.
Check the corresponding terminals of the
I/O interface on the back of the PPU
1. Whether the connections are disconnected/loose.
2. Wheth
er the terminals are damaged/loose?
3. Whether the point of mon. terminal is connected normally
to 0 V.
PLC information
Alarm comment
Processing method
Service case
of PLC alarm

 Loading...
Loading...


















