808D Page 43 Operating and Programming — Milling
Create Part
Program
Part 2
s
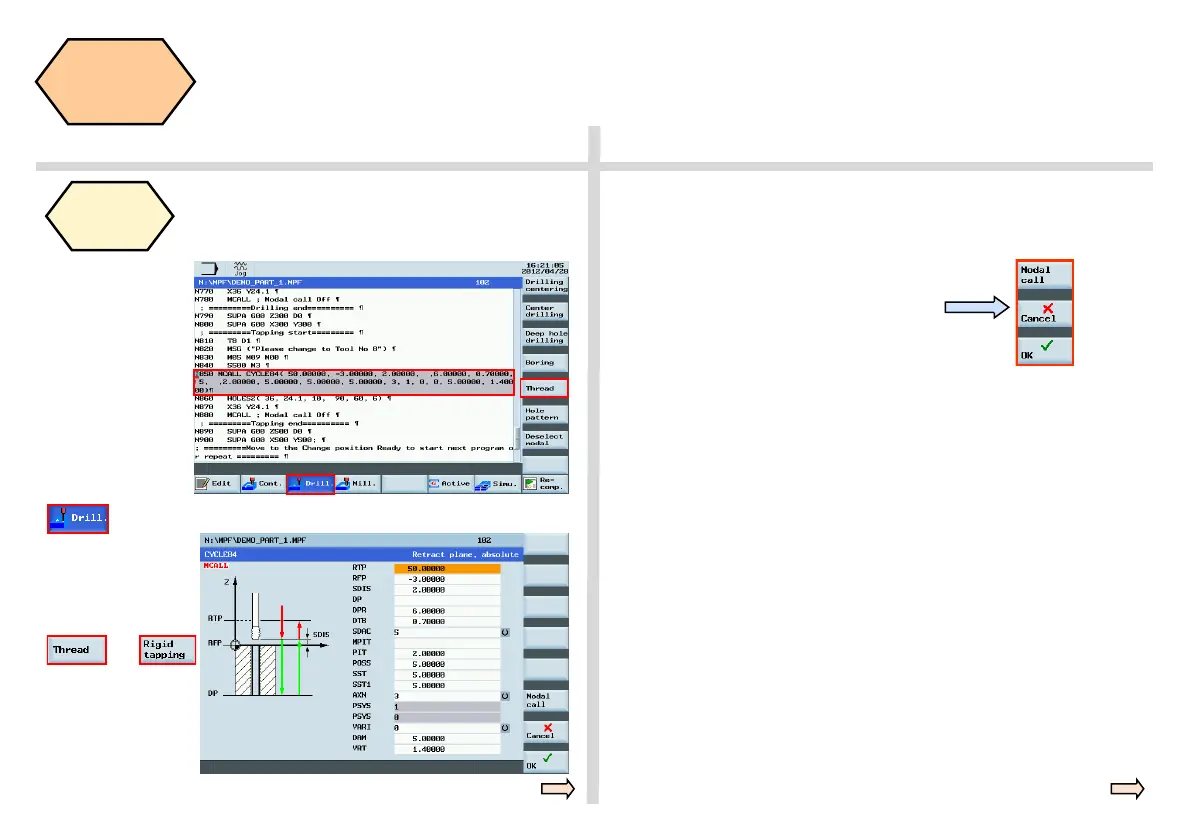
Basic Theory
The easiest way to
tap a hole is to use
CYCLE84: Solid
tap holder
CYCLE840: With
floating tap holder.
The cycles can be
found and param-
eterized using the
“Drill.” SK.
The relevant cycle
can now be found
using the vertical
SKs on the right.
Select “Thread”
using the vertical
SKs ,and then se-
lect “Rigid tapping”,
and parameterize
the cycle according
to requirement.
Tapping
With the “OK” SK, the values and
cycle call will be transferred to the
part program as shown below.
This will drill a hole at the current
position.
If there is no other operation, the ma-
chine will drill holes in the current
position.
With the “Modal call” SK, holes will be
tapped at subsequently programmed
positions until cancelled with the
MCALL command in the part pro-
gram.
Examples are shown on the next
page .
→
 Loading...
Loading...



















