Operating and Programming — Milling Page 44 808D
Create Part
Program
Part 2
s
Basic Theory
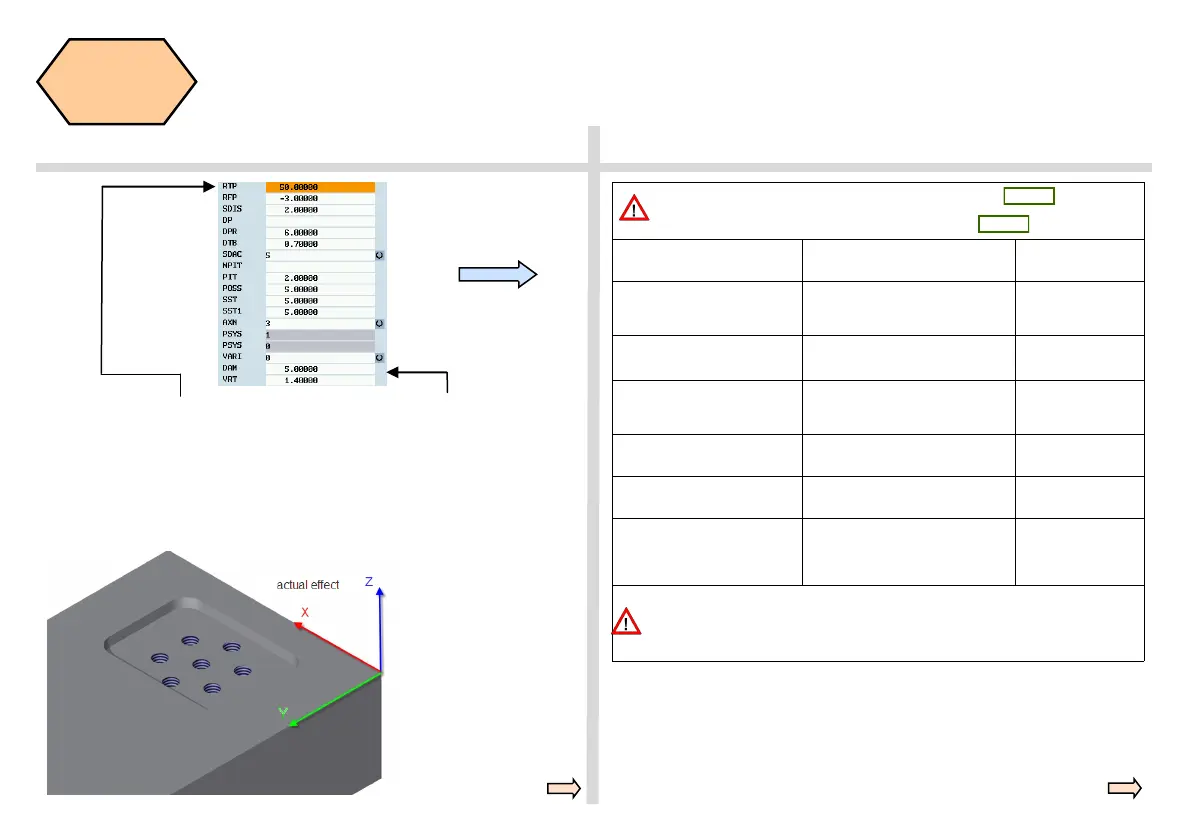
SST and SST1 control the spindle speed and the Z axis feed position synchronously.
During execution of CYCLE 84, the switches of the feed rate override and the cycle stop
(feed hold) are deactivated.
N325 MCALL CYCLE84( 50.00000, -3.00000, 2.00000, ,6.00000, 0.70000, 5,
,2.00000, 5.00000, 5.00000, 5.00000, 3, 0, 0, 0, 5.00000, 1.40000)
N330 X20 Y20 ; Hole will be tapped
N335 X40 Y40 ; Hole will be tapped
N340 MCALL
N345 X60 Y60 ; Hole will not be tapped
For descriptions of RTP, RFP, SDIS, DP and DTB, please see page 40
For descriptions of AXH, VARI, DAM and VRT, please see page 42
Parameters Meanings Remarks
DTB=0.7 Pause 0.7 s during final tapping to
thread depth (discontinuous cutting)
SDAC=5 Spindle state after cycle is M5 Enter values
3/4→M3/M4
PIT=2(Range of val-
ues:0.001~2000 mm)
Right hand thread with 2mm pitch Evaluate value→left
hand thread
POSS=5
Spindle stops at 5º (unit: º)
SST=5 Tapping thread spindle speed is
5 r/min
SST1=5 Retraction spindle speed is
5 r/ min
Direction is opposite
to SST SST1=0
→speed is same as
SST
 Loading...
Loading...



















