808D Page 45 Operating and Programming — Milling
Create Part
Program
Part 2
s
Basic Theory
→
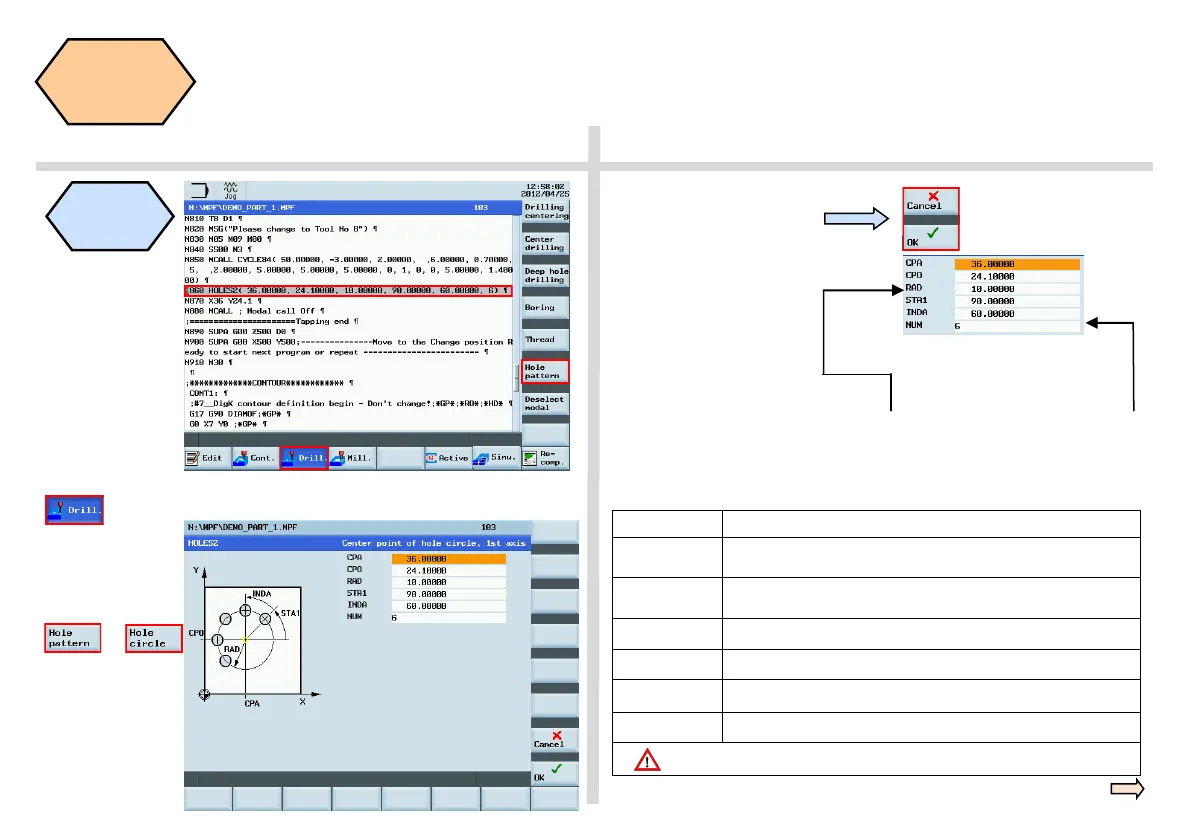
The easiest way to
drill a series of
holes is to use the
pre-defined “Hole
pattern” cycles.
The cycles can be
found and parame-
terized via the
“Drill.” SK.
The relevant cycle
can now be found
using the vertical
SKs on the right.
Select
“Hole pattern” using
the vertical
SKs ,and then se-
lect “Hole circle”,
and parameterize
the cycle according
to requirement.
Hole
positioning
N325 MCALL CYCLE82( 50.00000, -3.00000, 2.00000, -5.00000, 0.00000,
0.20000)
N330 HOLES2( 36.00000, 24.10000, 10.00000, 90.00000, 60.00000, 6)
N335 X36 Y24.1
N340 MCALL ; Modal Call OFF
With the “OK” SK, the val-
ues and cycle call will be
transferred to the part pro-
gram as shown below.
This will drill holes at the
positions defined from
within the cycle.
Parameters Meanings
CPA=36 Center of hole circle horizontal coordinate is 36 (absolute value)
CPO=24.1 Center of hole circle horizontal coordinate is 24.1 (absolute value)
RAD=10 Circle radius is 10 mm
STA1=90 Angle between the circle and horizontal coordinate is 90º
INDA=60 Angle between the circles is 60º
NUM=6 Drill 6 holes on circle
The cycle is used together with the drilling fixed cycle to decrease the hole clearance

 Loading...
Loading...


















