808D Page 73 Operating and Programming — Milling
Additional
Information
Part 1
s
SEQUENCE
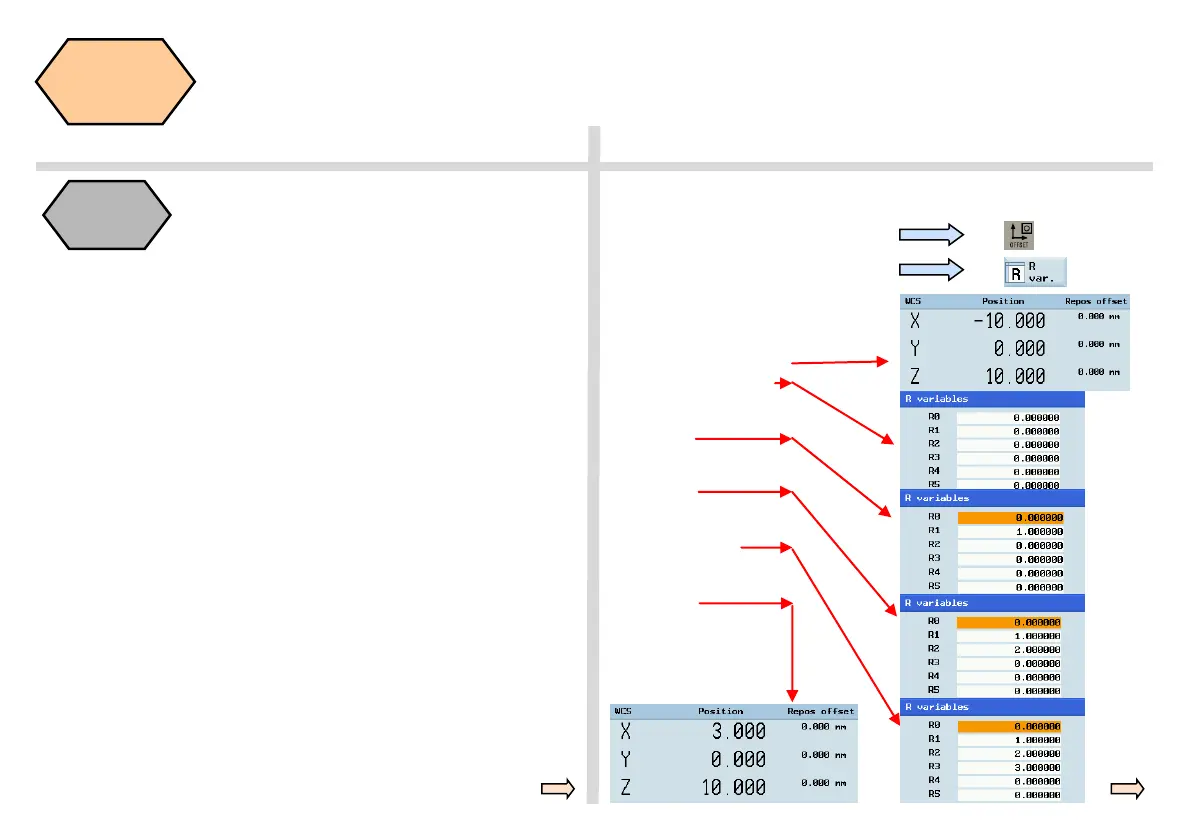
R
parameters
N10 G17 G90 G54
N20 T1 D1
N30 S2500 M03 M08
N40 G00 X-10.0 Y0 Z10
N50 R1=0 R2=0 R3=0
N60 STOPRE
N70 M00
N80 R1=1
N90 STOPRE
N100 M00
N110 R2=2
N120 STOPRE
N130 M00
N140 R3=R1+R2
N150 STOPRE
N160 G00 X=R3
N170 M30
The arithmetic parameters are used in a part program for value assign-
ment, and also for some necessary value calculations. The required val-
ues can be set or calculated by the control system during program execu-
tion. Some of the common arithmetic functions are shown below:
Arithmetic parameters Meaning
+ Addition
- Subtraction
* Multiplication
/ Division
= Equals
Sin() Sine
COS() Cosine
TAN() Tangent
ASIN() Arcsine
ACOS() Arccosine
ATAN2( , ) Arctangent2
SQRT() Square root
ABS() Absolute value
Note:
Reprocessing stop
Programming the STOPRE command in a block will stop block prepro-
cessing and buffering. The following block is not executed until all prepro-
cessed and saved blocks have been executed in full. The preceding
block is stopped in exact stop (as with G9).
Press the “Offset” key on the PPU.
Press the “R var.” SK on the PPU.
 Loading...
Loading...



















