808D Page 83 Operating and Programming — Milling
Additional
Information
Part 2
s
Basic Theory
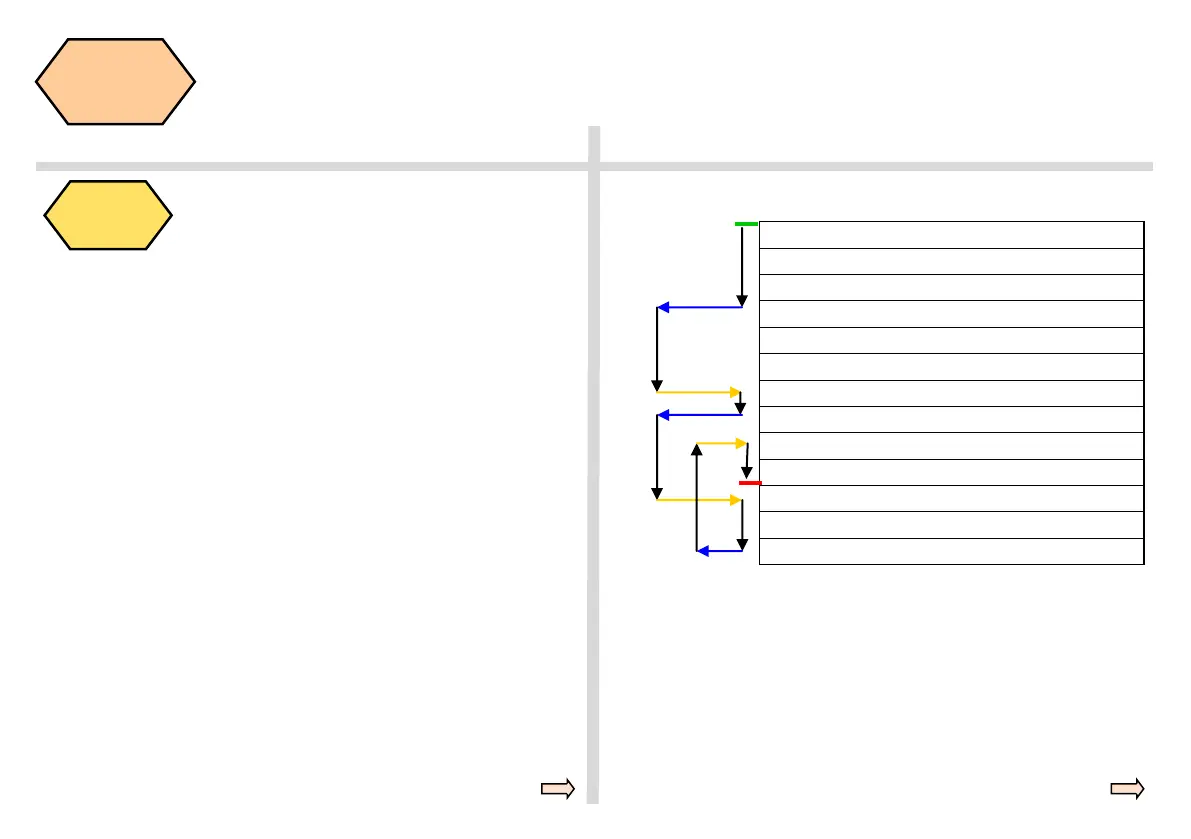
NC programs process their blocks in the sequence in which they were
arranged when they were written. The processing sequence can be
changed by introducing program jumps. The jump destination can be a
block with a label or with a block number. This block must be located with-
in the program. The unconditional jump command requires a separate
block.
GOTOF+ label:Jump forward (in the direction of the end block of the
program)
GOTOB+ label:Jump backward (in the direction of the start block of the
program)
Label: Name of the selected string (standing for the required jump
program block) or block number
N10 G0 X...Z...
...
...
N40 GOTOF LABEL0; jumps to label LABEL0
...
...
N70 LABEL0: R1=R2+R3
N80 GOTOF LABEL1; jumps to label LABEL1
N90 LABLE2:
M30; program ends
N110 LABEL1:
...
N130 GOTOB LABEL2 ;jumps to label LABEL2
Program execution
Unconditional jump example
Program
jump
 Loading...
Loading...



















